محتوى
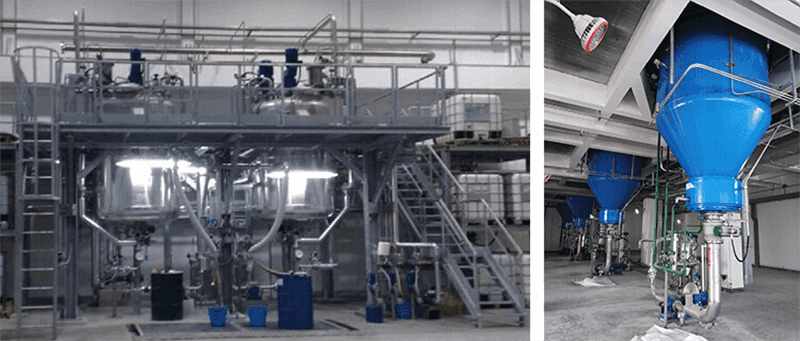
خطوط التشريب ذات المرحلة الواحدة تعتبر ضرورية في تصنيع المكونات الإلكترونية - فهي تطبق طبقات واقية (مثل الإيبوكسي والسيليكون) على مكونات مثل المحولات والمحاثات والمكثفات لتعزيز العزل ومقاومة الرطوبة والمتانة. تؤثر القدرة الإنتاجية لهذه الخطوط بشكل مباشر على كفاءة التصنيع: فهي منخفضة للغاية، وتتسبب في اختناقات؛ عالية جدًا، وتؤدي إلى إهدار الطاقة والموارد الخاملة. يتطلب تحديد السعة المناسبة التوافق مع أنواع المكونات ومتطلبات المعالجة وطلب السوق. دعونا نحلل العوامل الرئيسية التي تحدد القدرة الإنتاجية المثلى لخطوط التشريب ذات المرحلة الواحدة في معالجة المكونات الإلكترونية.
تختلف المكونات الإلكترونية المختلفة من حيث الحجم والكمية وتعقيد المعالجة - وهذه الاختلافات تملي بشكل مباشر الحد الأدنى والحد الأقصى للسعة التي يجب أن يتمتع بها خط التشريب أحادي المرحلة.
أولاً، تتطلب المكونات المنفعلة الصغيرة (مثل محاثات الرقائق والمكثفات الخزفية) سعة كبيرة الحجم. يتم إنتاج هذه المكونات على دفعات تتراوح من آلاف إلى ملايين يوميًا، لذلك يجب أن يتعامل خط التشريب مع معالجة مستمرة وعالية الإنتاجية. يجب أن تبلغ سعة الخط النموذجي للمكونات الصغيرة ما بين 5000 إلى 20000 وحدة في الساعة. ويتم تحقيق ذلك من خلال أنظمة التحميل/التفريغ الآلية (على سبيل المثال، الناقلات الحزامية أو الأذرع الآلية) التي تحرك المكونات بسرعة خلال مراحل التشريب (التسخين المسبق، والغمس، والمعالجة). على سبيل المثال، يمكن لخط معالجة محثات الرقائق بحجم 0603 (مكونات صغيرة وخفيفة الوزن) أن يصل إلى 15000 وحدة في الساعة مع سرعة ناقل محسنة وتباعد الدفعات.
ثانياً، تحتاج المكونات متوسطة الحجم (مثل محاثات الطاقة والمحولات الصغيرة) إلى قدرة متوازنة. هذه المكونات أكبر من الرقائق ولكنها لا تزال تنتج بكميات معتدلة (مئات إلى آلاف يوميا). يجب أن تتراوح سعة الخط من 500 إلى 3000 وحدة في الساعة. على عكس المكونات الصغيرة، فإنها قد تتطلب تركيبات مخصصة للاحتفاظ بها أثناء التشريب (لضمان الطلاء المتساوي)، لذلك يجب أن يستوعب الخط هذه التركيبات دون إبطاء الإنتاجية. بالنسبة لمحث طاقة متوسط الحجم (ارتفاعه من 5 إلى 10 مم)، تعمل سعة 1200 وحدة في الساعة على موازنة الكفاءة وجودة الطلاء - بسرعة كافية لتحقيق أهداف الإنتاج اليومية، وبطيئة بما يكفي لتجنب المعالجة غير المتساوية.
ثالثًا، تتطلب المكونات الكبيرة (مثل محولات الجهد العالي والمكثفات الصناعية) سعة منخفضة الحجم وعالية الدقة. يتم إنتاج هذه المكونات على دفعات صغيرة (عشرات إلى مئات يوميًا) وتتطلب أوقات معالجة أطول (على سبيل المثال، غمس أبطأ لضمان تغلغل الطلاء في اللفات). يجب أن تكون سعة الخط 50-200 وحدة في الساعة. غالبًا ما تحتاج المكونات الكبيرة إلى مساعدة يدوية للتحميل (بسبب الوزن أو الهشاشة)، لذا فإن تصميم الخط يعطي الأولوية للدقة على السرعة. بالنسبة للمحولات ذات الجهد العالي (قطرها 20-50 مم)، تسمح القدرة البالغة 80 وحدة في الساعة بالتسخين المسبق الشامل (لإزالة الرطوبة) والمعالجة البطيئة (لمنع تشققات الطلاء)، مما يضمن موثوقية المكونات.
التشريب بمرحلة واحدة يتضمن خطوات متعددة - التسخين المسبق، وتطبيق الطلاء، والصرف، والمعالجة - وكل معلمة (الوقت، ودرجة الحرارة، والسرعة) تؤثر على عدد المكونات التي يمكن للخط معالجتها في الساعة.
أولاً، يحدد وقت المعالجة (أطول خطوة) سعة خط الأساس. تستغرق مرحلة المعالجة (حيث يصلب الطلاء) عادةً من 10 إلى 60 دقيقة، اعتمادًا على نوع الطلاء (الإيبوكسي يعالج بشكل أسرع من السيليكون) وحجم المكون (المكونات الكبيرة تحتاج إلى معالجة أطول). يمكن للخط الذي يستخدم الإيبوكسي سريع المعالجة (وقت المعالجة 15 دقيقة) للمكونات الصغيرة أن يحقق قدرة أعلى (على سبيل المثال، 12000 وحدة في الساعة) من الخط الذي يستخدم السيليكون بطيء المعالجة (وقت المعالجة 45 دقيقة) للمكونات الكبيرة (على سبيل المثال، 60 وحدة في الساعة). لتحسين السعة، غالبًا ما تستخدم الخطوط أفران معالجة متعددة المناطق - حيث تتحرك المكونات عبر مناطق درجة حرارة متسلسلة، مما يقلل إجمالي وقت المعالجة دون المساس بالجودة.
ثانيًا، تؤثر طريقة تطبيق الطلاء على الإنتاجية. يعد الغمس (غمر المكونات في الطلاء) أسرع من الطلاء بالرش للمكونات الصغيرة إلى المتوسطة، لذا يمكن للخطوط التي تستخدم الغمس التعامل مع وحدات أكثر بنسبة 20-30% في الساعة. على سبيل المثال، يمكن أن تصل مكثفات شرائح معالجة خط الغمس إلى 18000 وحدة في الساعة، في حين أن خط الرش لنفس المكونات قد يصل فقط إلى 14000 وحدة في الساعة (بسبب الحاجة إلى استهداف رش دقيق). ومع ذلك، يعد الطلاء بالرش ضروريًا للمكونات الكبيرة ذات الأشكال المعقدة (لتجنب تجميع الطلاء)، لذا فإن خطوط هذه المكونات تعطي الأولوية للدقة على السرعة، مع تعديل السعة وفقًا لذلك.
ثالثًا، تضيف أوقات التسخين المسبق والصرف إلى إجمالي وقت المعالجة. يستغرق التسخين المسبق (لإزالة رطوبة المكونات) من 5 إلى 15 دقيقة، ويستغرق التصريف (لإزالة الطلاء الزائد) من 2 إلى 5 دقائق. هذه الخطوات غير قابلة للتفاوض فيما يتعلق بجودة الطلاء، لذا يجب أن يأخذها الخط في الاعتبار في حسابات السعة. على سبيل المثال، الخط الذي يتميز بالتسخين المسبق لمدة 10 دقائق، والغمس لمدة دقيقتين، والتجفيف لمدة 3 دقائق، والمعالجة لمدة 20 دقيقة، يكون إجمالي وقت الدورة 35 دقيقة لكل دفعة. إذا كانت كل دفعة تحتوي على 700 ملف حث متوسط الحجم، فإن السعة بالساعة هي 1200 وحدة (700 وحدة ÷ 35 دقيقة × 60 دقيقة).
يجب أن تتوافق قدرة خط التشريب مع أهداف الإنتاج الإجمالية للشركة المصنعة وطلب السوق لتجنب القدرة الزائدة أو نقص القدرة.
أولاً، تحدد أهداف الإنتاج اليومية/الأسبوعية الحد الأدنى من السعة. إذا كانت الشركة المصنعة بحاجة إلى إنتاج 100000 مكثف صغير يوميًا (وردية مدتها 8 ساعات)، فيجب أن يكون لخط التشريب سعة لا تقل عن 12500 وحدة في الساعة (100000 ÷ 8). ولمراعاة وقت التوقف عن العمل (على سبيل المثال، الصيانة وتغييرات المواد)، يجب أن يحتوي الخط على سعة مؤقتة تبلغ 10-20% - وبالتالي فإن الهدف الذي يتراوح بين 14000 إلى 15000 وحدة في الساعة يضمن تحقيق الأهداف حتى مع التأخير العرضي.
ثانياً، تتطلب تقلبات الطلب الموسمية قدرة مرنة. غالبًا ما يصل الطلب على المكونات الإلكترونية إلى ذروته قبل العطلات (على سبيل المثال، للإلكترونيات الاستهلاكية) أو المشاريع الصناعية، لذلك يجب أن يكون الخط قادرًا على زيادة السعة بنسبة 20-30% خلال فترات الذروة. ويمكن تحقيق ذلك من خلال التصميم المعياري - إضافة ممرات ناقلة إضافية أو معالجة الأفران أثناء فترات الذروة، ثم إزالتها أثناء فترات الهدوء. على سبيل المثال، يمكن لخط بسعة أساسية تبلغ 8000 وحدة في الساعة إضافة ناقل ثانٍ للوصول إلى 16000 وحدة في الساعة أثناء طلب العطلات على الهواتف الذكية.
ثالثًا، تبرر خطط التوسع المستقبلية القدرة القابلة للتطوير. إذا كانت الشركة المصنعة تخطط للتوسع في خطوط مكونات جديدة (على سبيل المثال، من الرقائق الصغيرة إلى المحولات المتوسطة) خلال 2-3 سنوات، فيجب تصميم خط التشريب أحادي المرحلة لقدرة قابلة للترقية. وهذا يعني استخدام سرعات ناقل قابلة للتعديل، ومناطق معالجة معيارية، وتركيبات متوافقة يمكنها التعامل مع مكونات أكبر لاحقًا. يمكن ترقية الخط الذي تم إنشاؤه في البداية لإنتاج 10000 وحدة صغيرة في الساعة إلى 2000 وحدة متوسطة في الساعة مع الحد الأدنى من التعديلات، مما يؤدي إلى تجنب تكلفة الخط الجديد.
إن إعطاء الأولوية لجودة الطلاء (لتجنب العيوب) يعني تحقيق التوازن بين القدرة والمعالجة الشاملة - وغالبًا ما يؤدي تقليل القدرة على تسريع الإنتاج إلى إعادة العمل المكلفة.
أولاً، تحد معايير العزل وتوحيد الطلاء من السعة القصوى. تتطلب المكونات الإلكترونية (خاصة تلك المستخدمة في السيارات أو الفضاء الجوي) مقاومة عزل صارمة (≥100 MΩ) وسمك الطلاء (50-150 ميكرومتر). إذا كان الخط يعمل بسرعة كبيرة، فقد لا تكون المكونات مغمورة بالكامل في الطلاء (مما يسبب بقعًا رقيقة) أو قد يتم علاجها بشكل غير متساو (مما يؤدي إلى فشل العزل). على سبيل المثال، يجب أن يصل خط معالجة مكثفات السيارات (متطلبات العزل العالية) إلى 12000 وحدة في الساعة - أبطأ من 18000 وحدة في الساعة الممكنة للمكونات من فئة المستهلك - لضمان تلبية كل وحدة للمعايير.
ثانيًا، تتطلب عتبات معدل الخلل مخازن مؤقتة للسعة. معدل الخلل المقبول النموذجي للمكونات المشربة هو 0.1-0.5%. إذا كان الخط يعمل بأقصى طاقته، فغالبًا ما ترتفع معدلات العيوب (بسبب المعالجة السريعة)، لذلك يهدف المصنعون إلى تحقيق 80-90% من السعة القصوى لإبقاء العيوب منخفضة. بالنسبة للخط الذي تبلغ سعته القصوى 20000 وحدة في الساعة، فإن التشغيل بسرعة 16000 وحدة في الساعة يقلل من العيوب من 0.8% (بالسعة القصوى) إلى 0.3%، مما يؤدي إلى تجنب إعادة العمل وهدر المواد.
ثالثا، تؤثر احتياجات إعادة العمل وإعادة المعالجة على القدرة الصافية. حتى مع ضوابط الجودة، سوف تحتاج بعض المكونات إلى إعادة التشريب (على سبيل المثال، بسبب فقاعات الطلاء). يجب أن يتمتع الخط بقدرة إضافية بنسبة 5-10% للتعامل مع إعادة العمل دون تعطيل الإنتاج المنتظم. على سبيل المثال، يجب أن يكون الخط ذو السعة العادية التي تبلغ 1000 محول متوسط في الساعة قادرًا على معالجة 100 وحدة معاد صياغتها في الساعة (10٪ مخزن مؤقت) مع الاستمرار في تلبية هدف 1000 وحدة للمكونات الجديدة.

خطوط التشريب ذات المرحلة الواحدة تستهلك قدرًا كبيرًا من الطاقة (لأفران التدفئة) والموارد (مواد الطلاء) - يجب أن تكون القدرة متوازنة مع الكفاءة لتجنب التكاليف غير الضرورية.
أولاً، يفضل استهلاك طاقة الفرن تحسين الدفعة. أفران المعالجة هي أكبر مستخدمي الطاقة - فتشغيلها بقدرة جزئية (على سبيل المثال، دفعة مكونة من 500 وحدة في فرن مكون من 1000 وحدة) يهدر الطاقة. يجب أن تتوافق سعة الخط مع حجم دفعة الفرن: يجب أن يحتوي خط 1200 وحدة في الساعة على فرن يستوعب 300 وحدة (4 دفعات في الساعة)، مما يضمن امتلاء الفرن دائمًا. وهذا يقلل من استخدام الطاقة لكل وحدة بنسبة 25-30% مقارنة بخط ذو سعة وحجم فرن غير متطابقين.
ثانيًا، يحد استخدام مواد الطلاء من القدرة الزائدة. غالبًا ما تؤدي السعة الزائدة إلى الإفراط في الغمس (لملء الخط) أو هدر المواد (الطلاء غير المستخدم الذي تنتهي صلاحيته). خط مصمم لـ 8000 مكون صغير في الساعة يستخدم الطلاء بمعدل يمكن التنبؤ به (على سبيل المثال، 2 لتر في الساعة)، مما يجعل من السهل طلب المواد وتجنب الهدر. سيتطلب تشغيل الخط بمعدل 12000 وحدة في الساعة (السعة الزائدة) 3 لترات في الساعة - إذا كان تسليم المواد يبلغ 2.5 لترًا فقط في الساعة، فإن ذلك يسبب نقصًا ووقت توقف عن العمل.
ثالثا، تدعم كفاءة العمل القدرة المتوازنة. يتطلب الخط عالي السعة (20000 وحدة في الساعة) عددًا أكبر من المشغلين لمراقبة التحميل وفحوصات الجودة والصيانة. إذا كان لدى الشركة المصنعة مشغلين اثنين فقط في كل وردية عمل، فإن خط إنتاج 12000 وحدة في الساعة يكون أكثر كفاءة (مشغل واحد لكل 6000 وحدة) من خط إنتاج 20000 وحدة (مشغل واحد لكل 10000 وحدة)، مما قد يؤدي إلى فقدان فحوصات الجودة والمزيد من العيوب.
يعد تحديد القدرة الإنتاجية المناسبة لخطوط التشريب أحادية المرحلة بمثابة عملية موازنة تتماشى مع أنواع المكونات ومعلمات العملية والطلب والجودة والكفاءة. بالنسبة للمكونات الصغيرة، تعد الإنتاجية العالية (5000-20000 وحدة في الساعة) أمرًا أساسيًا؛ بالنسبة للمكونات الكبيرة، فإن الدقة والحجم المنخفض (50-200 وحدة في الساعة) هو الأكثر أهمية. من خلال النظر في كل هذه العوامل، يمكن للمصنعين تجنب الاختناقات، وتقليل النفايات، والتأكد من أن خطوط التشريب الخاصة بهم تدعم إنتاج مكونات إلكترونية سلسة وفعالة من حيث التكلفة. بالنسبة لمديري المصانع، لا يقتصر تخطيط القدرات على تحقيق الأهداف فحسب، بل يتعلق ببناء عملية تصنيع مرنة ومستدامة تتكيف مع احتياجات السوق المتغيرة.

اتصل بنا
المنتجات الموصى بها
دعنا نتواصل
Yitong Environmental Technology (Nantong) Co., Ltd هي شركة متخصصة في معدات التشريب.
رسالة صغيرة


واتساب


اتصل بنا
الهاتف: 13073202297 / 13023568111
البريد الإلكتروني : [email protected] / [email protected]
إضافة:رقم 369، طريق نانهاي، خليج تونغتشو، جيانغسو، الصين
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى