محتوى
الفرق الأساسي بين خط التشريب ويقع خط إنتاج الطلاء كيفية تطبيق وسيط المعالجة على الركيزة ومدى عمق اختراقها . يقوم خط التشريب بتشبع الركيزة - عادة ما تكون مادة مسامية مثل الورق أو القماش أو الألياف أو الرغوة - عن طريق غمرها بالكامل أو دفع راتنج سائل أو مادة كيميائية أو محلول وظيفي إلى بنيتها الداخلية بحيث تتخلل المعالجة في جميع أنحاء المقطع العرضي للمادة. وعلى النقيض من ذلك، يطبق خط إنتاج الطلاء طبقة سائلة أو شبه صلبة حصريًا على سطح الركيزة، مما يؤدي إلى إنشاء طبقة وظيفية أو زخرفية فوق المادة دون اختراقها بشكل كبير إلى داخلها.
يتبع كلا النوعين من العمليات مرحلة تجفيف أو معالجة تحول المعالجة المطبقة إلى شكلها الوظيفي النهائي، وكلاهما يستخدم في الإنتاج المستمر للفة إلى اللفة. ومع ذلك، يختلف عمق المعالجة وتكوين المعدات والمواد المعالجة وتطبيقات الاستخدام النهائي المقدمة بشكل كبير — جعل الاختيار بين خط التشريب وخط الطلاء قرارًا هندسيًا أساسيًا للعملية والذي يشكل تصميم نظام الإنتاج بأكمله.
يبدأ التمييز بين التشريب والطلاء على المستوى الأساسي، وهو العلاقة الفيزيائية بين وسط المعالجة والركيزة التي تتم معالجتها.
في عملية التشريب، يتم تمرير الركيزة من خلال حوض استحمام أو نظام قضيب يحتوي على سائل منخفض اللزوجة - عادة محلول راتنجي، أو معالجة كيميائية، أو عامل وظيفي - يتم سحبه إلى البنية المسامية للركيزة عن طريق مزيج من العمل الشعري، أو الضغط الميكانيكي، أو الضغط المطبق والفراغ. الهدف هو تحقيقه تشبع موحد في جميع أنحاء سمك المادة بالكامل ، بحيث يتم توزيع وسط المعالجة ليس فقط على السطح ولكن في جميع أنحاء كل طبقة من الشبكة الداخلية للألياف أو المسام أو الخلايا.
عادة ما يتم التعبير عن درجة التشبع بـ a بيك اب الراتنج أو نسبة الإضافة - وزن وسط المعالجة الممتص كنسبة من الوزن الجاف الأصلي للركيزة. بالنسبة لتشريب الورق الزخرفي براتنجات الميلامين فورمالدهايد أو اليوريا فورمالدهايد، تكون القيم الإضافية للراتنج عادةً في نطاق 80-130% بالوزن مما يعني أن الورق يمتص وزنه تقريبًا من الراتنج. يعمل هذا المستوى من التشبع الداخلي على تحويل الخصائص الميكانيكية والكيميائية والوظيفية للركيزة في جميع أنحاء المقطع العرضي بأكمله.
في عملية الطلاء، يتم تطبيق وسط المعالجة - الذي قد يكون طلاءًا أو ورنيشًا أو مادة لاصقة أو طبقة حاجزة أو فيلمًا وظيفيًا أو أي من مئات مواد الطلاء الأخرى - خصيصًا على أحد سطحي الركيزة أو كليهما باستخدام أداة تطبيق دقيقة مثل طبقة الطلاء الملفوفة أو قالب الفتحة أو الشفرة أو نظام الرش. تم تصميم الطلاء ليبقى على سطح الركيزة بدلا من اختراق باطنها ، وتشكل طبقة منفصلة ذات سماكة موحدة ومتحكم بها توفر خصائص - اللون، واللمعان، ووظيفة الحاجز، والالتصاق، والحماية - المستمدة من مادة الطلاء نفسها وليس من أي تفاعل كيميائي مع البنية الداخلية للركيزة.
يتم التعبير عن سمك الطلاء عادة بالميكرومتر (ميكرومتر) من سمك الفيلم الجاف. الطلاءات السطحية على منتجات الورق والكرتون شائعة 5-30 ميكرومتر لكل جانب قد تكون طبقات الحواجز الوظيفية رقيقة مثل 1-5 ميكرومتر ; قد تصل طبقات الحماية الثقيلة على ركائز معدنية أو قماشية 50-200 ميكرومتر أو أكثر. وفي جميع الحالات، يشغل الطلاء فقط المنطقة السطحية للهيكل المركب.

تنعكس الأهداف المختلفة للتشريب والطلاء في تكوينات المعدات المختلفة بشكل أساسي. في حين أن كلا النوعين من الخطوط يشتركان في بعض العناصر المشتركة - أنظمة الفك وإعادة اللف، وأفران التجفيف، والتحكم في التوتر، وأتمتة العمليات - فقد تم تصميم أقسام المعالجة وفقًا لمبادئ هندسية مختلفة تمامًا.
جوهر خط التشريب هو حمام التشريب أو خزان التشبع ، والتي تمر من خلالها الركيزة والتي يتخلل فيها سائل المعالجة المادة. تشمل عناصر المعدات الرئيسية ما يلي:
تستخدم خطوط الطلاء تقنية أدوات التطبيق الدقيقة المصممة لإيداع طبقة موحدة ومقاسة من مادة الطلاء على سطح الركيزة مع الحد الأدنى من الاختراق في الركيزة. تشمل أنظمة تطبيق الطلاء الشائعة ما يلي:
تشتمل كل من خطوط التشريب وخطوط الطلاء على أنظمة تجفيف أو معالجة لتحويل المعالجة المطبقة إلى شكلها الوظيفي النهائي. ومع ذلك، فإن متطلبات التجفيف تختلف اختلافًا كبيرًا بين نوعي العملية نظرًا للكميات المختلفة من وسط المعالجة المعني وكيمياء المعالجة المختلفة.
نظرًا لأن التشريب يشبع الركيزة طوال سمكها، فإن كمية المذيب أو الماء التي يجب إزالتها أثناء التجفيف تكون أكبر نسبيًا مما هي عليه في تطبيق طلاء السطح. يمكن حمل ركيزة ورقية مع إضافة راتينج بنسبة 100% ضعف وزنه الجاف في محلول الراتنج السائل دخول المجفف. ولذلك يجب أن يتمتع فرن التجفيف بقدرة حرارية كافية لتبخير هذا الحمل السائل الكبير وفي نفس الوقت جلب الراتينج إلى حالة المعالجة جزئيًا أو كليًا.
بالنسبة لتشريب الراتينج المتصلد بالحرارة - مثل الميلامين، أو اليوريا فورمالدهايد، أو راتنجات الفينول المستخدمة في ورق الزخرفة وإنتاج الصفائح الفنية - يتم التحكم في التجفيف بعناية لتحقيق درجة محددة المحتوى المتطاير المتبقي (عادة 4-8% للورق المزخرف) ودرجة محددة من المعالجة المسبقة للراتنج (المرحلة B) . تؤدي الحرارة الزائدة إلى الإفراط في المعالجة وتصبح المادة غير قابلة للربط؛ القليل جدًا يترك مواد متطايرة مفرطة تسبب تقرحات أثناء ضغط التصفيح اللاحق. تتطلب نافذة العملية الضيقة هذه أفرانًا متعددة المناطق مع تحكم مستقل ودقيق في درجة الحرارة في كل منطقة.
تقوم خطوط طلاء السطح بتجفيف أو معالجة طبقة رقيقة من المواد، ولكن متطلبات كيمياء المعالجة ودرجة الحرارة تعتمد على نظام الطلاء المحدد. تتضمن طرق المعالجة الشائعة على خطوط الطلاء ما يلي:
يتم تحديد الاختيار بين خط التشريب وخط الطلاء إلى حد كبير حسب طبيعة الركيزة التي تتم معالجتها ودرجة تغلغل المعالجة المطلوبة لتحقيق خصائص المنتج النهائي المستهدفة.
| الركيزة | وسيلة العلاج النموذجية | نوع العملية | المنتج النهائي |
|---|---|---|---|
| ورق زخرفي | راتنج الميلامين أو اليوريا فورمالدهايد | التشريب | الأرضيات المصفحة، أسطح الأثاث، HPL |
| ورق الكرافت/الورق الأساسي | راتنج الفينول | التشريب | طبقات HPL الأساسية، شرائح كهربائية |
| نسيج من الألياف الزجاجية | راتنجات الايبوكسي أو البوليستر | التشريب | المعالجة المسبقة لثنائي الفينيل متعدد الكلور، والمواد المركبة |
| لفائف الصلب / الألومنيوم | بوليستر، PVDF، طلاء إيبوكسي | طلاء | معدن مطلي مسبقًا للبناء والأجهزة |
| فيلم بلاستيكي (PET، PP، PE) | حاجز أو لاصق أو طلاء وظيفي | طلاء | فيلم التعبئة والتغليف، الفيلم البصري، بطانة الافراج |
| الورق / الورق المقوى | طلاء الطين، ورنيش، طبقة حاجزة | طلاء | ورق الطباعة المطلي، لوح تغليف المواد الغذائية |
| قماش غير منسوج | مادة رابطة من اللاتكس أو الراتنج أو العامل الوظيفي | التشريب or Coating | المنسوجات التقنية، والترشيح، والمنسوجات الأرضية |
| ورقة رغوة | مثبطات الحريق، محلول مضاد للميكروبات | التشريب | رغوة FR للأثاث والألواح الصوتية |
تختلف الخصائص الفيزيائية لوسط المعالجة اختلافًا كبيرًا في تطبيقات التشريب والطلاء، مما يعكس الآليات المختلفة التي تطبق بها كل عملية المادة على الركيزة.
للحصول على تشريب فعال، يجب أن يكون سائل المعالجة كافيا لزوجة منخفضة لاختراق بنية مسام الركيزة تحت القوى الميكانيكية والشعرية المتاحة في هذه العملية. عادة ما يتم تخفيف راتنجات التشريب بالماء أو المذيب لتحقيق اللزوجة في نطاق 20–200 مللي باسكال · ثانية (سنتيبويز) - يمكن مقارنته بزيت الآلة الخفيف أو الشراب الرقيق - مما يسمح لها بالتدفق بحرية عبر ألياف الورق أو هياكل القماش خلال فترة المكوث القصيرة المتوفرة في خط الإنتاج المستمر.
يتم التعبير عن تركيز الراتينج كمحتوى من المواد الصلبة (النسبة المئوية بالوزن للراتنج الجاف في المحلول)، عادةً 45-65% مواد صلبة لأنظمة الميلامين الفورمالديهايد المستخدمة في إنتاج الصفائح الزخرفية. يجب أن يتمتع الراتينج أيضًا بدرجة حموضة مناسبة، واستقرار اللزوجة بمرور الوقت، والتوافق مع ألياف الركيزة لضمان امتصاص ثابت عبر العرض الكامل وعلى طول الطول الكامل لعملية الإنتاج.
تغطي الطلاءات السطحية نطاقًا أوسع بكثير من اللزوجة - بدءًا من اللزوجة المنخفضة جدًا ( 10-50 ميلي باسكال·ثانية ) أحبار الطباعة بالحفر والطلاءات الوظيفية الرقيقة إلى اللزوجة العالية ( 5000-50000 مللي باسكال·ثانية ) المواد اللاصقة، ومانعات التسرب، وطلاءات البلاستيسول - لأن أداة الطلاء مصممة لقياس وتطبيق كل نطاق لزوجة محدد بدقة. يتم تصنيع الطلاءات عالية اللزوجة بشكل متعمد لمقاومة الاختراق في الركيزة، والبقاء على السطح كطبقة منفصلة.
يختلف محتوى المواد الصلبة في الطلاءات السطحية بشكل كبير: قد تحتوي الطلاءات ذات الأساس المذيب على مواد صلبة عالية 60-80% مواد صلبة ، في حين أن الطلاءات المنقولة بالماء للورق والتغليف غالبًا ما تكون 50-70% مواد صلبة . يمكن أن تكون الطلاءات القابلة للشفاء بالأشعة فوق البنفسجية 100% مواد صلبة مع عدم وجود مذيب حامل أو ماء على الإطلاق - يتحول الفيلم الرطب المطبق بالكامل إلى طلاء جاف أثناء المعالجة، مما يبسط معالجة المذيبات والتحكم في الانبعاثات.
تنتج آليات المعالجة المختلفة للتشريب والطلاء نتائج مختلفة بشكل مميز في المنتج النهائي. يعد فهم هذه الاختلافات في الأداء أمرًا ضروريًا لاختيار العملية الصحيحة لتطبيق معين.
ونظرًا لأن وسط المعالجة يشبع الركيزة طوال سُمكها، فإن التشريب يُحدث تحولًا جذريًا في خصائص المادة السائبة - وليس فقط سطحها. تشمل النتائج الرئيسية ما يلي:
توفر الطلاءات السطحية خصائص مستمدة من مادة الطلاء نفسها وتتركز في الواجهة بين المنتج وبيئته - وهو بالضبط المكان الذي يلزم فيه العديد من وظائف المنتج الأكثر أهمية:
ضمن تكنولوجيا خطوط التشريب، يوجد تمييز فرعي مهم بين عمليات التشريب ذات المرحلة الواحدة والمرحلتين - وهو تمييز يؤثر بشكل كبير على خصائص المنتج النهائي ومرونة عملية الخط.
يمرر خط التشريب ذو المرحلة الواحدة الركيزة من خلال حمام معالجة فردي يحتوي على راتنج واحد أو تركيبة علاجية ، يليه قسم واحد لفرن التجفيف والمعالجة. يعد هذا التكوين أبسط، وأكثر اقتصادا في التشغيل، ومناسب عندما تتطلب الركيزة التشبع بنظام معالجة واحد فقط. تُستخدم الخطوط أحادية المرحلة على نطاق واسع لتشريب الورق الزخرفي القياسي براتنج الميلامين، حيث يتم استخدام نفس الراتينج لتحقيق مستوى التشبع المطلوب وخصائص السطح اللازمة للتصفيح اللاحق.
يتم تطبيق خط التشريب والطلاء على مرحلتين اثنين من وسائط العلاج المختلفة بالتسلسل ، مما يسمح للمرحلة الأولى بتحقيق التشبع الداخلي براتنج أساسي بينما تطبق المرحلة الثانية معالجة مختلفة على السطح أو تضبط شكل الراتينج في المقطع العرضي للركيزة. يوفر هذا التكوين مرونة أكبر بكثير في العملية ويمكّن خصائص المنتج التي لا يمكن تحقيقها من خلال عملية أحادية المرحلة:
تمثل الخطوط ذات المرحلتين فئة تعمل على سد الفجوة بين التشريب النقي والطلاء النقي - فهي تجمع بين تشبع الركيزة الكامل والمعالجة الدقيقة للأسطح، مما يخدم تطبيقات المواد الصفائحية والمركبة المتخصصة الأكثر تطلبًا من الناحية الفنية.
يلخص الجدول التالي الاختلافات الرئيسية بين خطوط التشريب وخطوط إنتاج الطلاء عبر أهم الأبعاد الفنية والتشغيلية.
| المعلمة | التشريب Line | طلاء Production Line |
|---|---|---|
| عمق اختراق العلاج | المقطع العرضي الكامل للركيزة | السطح فقط (عادة 1–200 ميكرومتر) |
| نوع القضيب الأساسي | حوض استحمام / حوض تشريب | لفة المغطي ، فتحة القالب ، الشفرة ، الحفر |
| علاج اللزوجة المتوسطة | منخفض (20-200 مللي باسكال · ثانية) للاختراق | نطاق واسع (10–50,000 مللي باسكال · ثانية) |
| مستوى العلاج الإضافي | عالية (50-150% بالوزن) | منخفض (1-200 ميكرومتر سمك الفيلم الجاف) |
| الركيزة porosity required | ضروري (البنية المسامية مطلوبة) | غير مطلوب (الركائز الكثيفة مقبولة) |
| ركائز نموذجية | الورق والنسيج والألياف والرغوة وغير المنسوجة | المعادن والأفلام واللوح والنسيج والورق |
| تم تعديل الخصائص | السائبة الميكانيكية والكيميائية والهيكلية | المظهر السطحي، الحاجز، الوظيفة |
| تجفيف الطلب على الطاقة | عالية (حمولة سائلة كبيرة للتبخر) | معتدلة إلى منخفضة (طبقة سائلة رقيقة) |
| نوع المعالجة | علاج جزئي (المرحلة ب) أو علاج كامل | علاج كامل (الهواء الساخن، الأشعة فوق البنفسجية، الأشعة تحت الحمراء، EB) |
| سرعة الخط النموذجية | 20-80 م/دقيقة | 20-200 م/دقيقة |
| معلمة التحكم في العملية الرئيسية | نسبة الراتنج الإضافية، المواد المتطايرة المتبقية، المرحلة B | سمك الفيلم الجاف، اللمعان، اللون، مستوى المعالجة |
ضمن تصميم خط التشريب، يعد توجيه مسار الركيزة عبر فرن التجفيف خيارًا هندسيًا مهمًا يؤثر على بصمة الخط، وملاءمته لأنواع الركيزة المختلفة، وتوحيد ملف التجفيف الذي تم تحقيقه.
في خط التشريب الأفقي، تنتقل الركيزة المشربة أفقيًا عبر فرن التجفيف، مدعومة على لفات أو نظام تعويم. يسمح المسار الأفقي أوقات إقامة أطول للفرن ضمن ارتفاع معين للمبنى وهو مناسب تمامًا للركائز الأثقل التي قد تتدلى أو تشوه إذا تم حملها عموديًا. الخطوط الأفقية هي التكوين الأكثر شيوعًا لتشريب الورق الزخرفي والمعالجة الفنية للنسيج، كما أنها توفر إمكانية وصول ممتازة للصيانة واستكشاف الأخطاء وإصلاحها.
في خط التشريب العمودي، تنتقل الركيزة إلى أعلى عبر قسم الفرن العمودي في سلسلة من الحلقات المدعومة بلفات أفقية - وهو التكوين المعروف باسم الإكليل أو المجفف الحلقي. الخطوط العمودية تحقق أ بصمة أرضية مدمجة مع توفير مسارات تجفيف طويلة جدًا للتطبيقات التي تتطلب وقت إقامة ممتدًا، وهي مناسبة بشكل خاص للركائز المرنة وخفيفة الوزن مثل الأوراق المزخرفة الرقيقة حيث يوفر وزن الركيزة الشد اللازم للحفاظ على مرور مسطح وخالي من التجاعيد عبر الفرن.
خط اللصق والتجفيف العمودي — تكوين يستخدم لوضع طبقات لاصقة أو غراء على الورق والكرتون في المجفف العمودي — هو نوع متخصص يجمع بين عناصر كل من تقنية التشريب والطلاء لتحقيق متطلبات منتج ربط وتصفيح محددة.
لا يعد الاختيار بين خط التشريب وخط إنتاج الطلاء لتطبيق تصنيع معين مسألة تفضيل في المقام الأول - بل يتم تحديده وفقًا للمتطلبات المادية للمنتج الذي يتم تصنيعه. يحدد إطار القرار التالي الأسئلة الرئيسية التي توجه الاختيار:
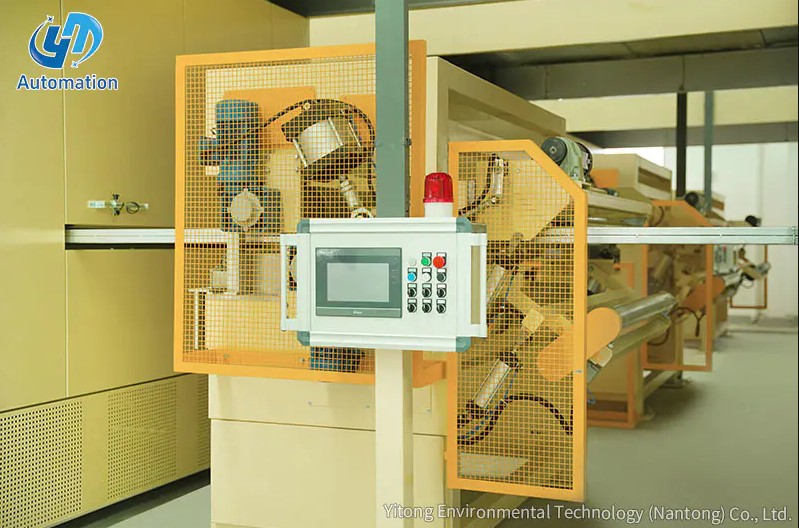
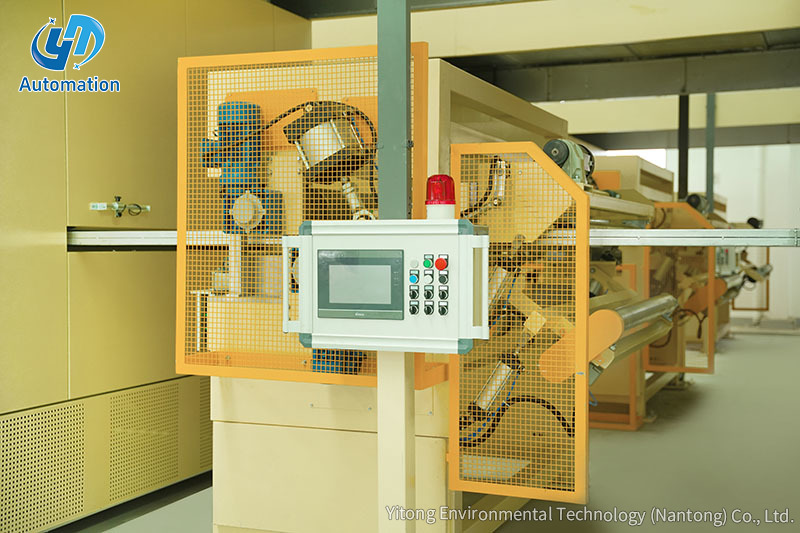
شركة ييتونغ للتكنولوجيا البيئية (نانتونغ) المحدودة هي شركة تصنيع متخصصة في تصميم وتصنيع معدات الطلاء والتجفيف بالتشريب. تغطي مجموعة منتجات الشركة مجموعة كاملة من تكوينات خطوط التشريب والتجفيف الصناعية، بما في ذلك:
الرائد للشركة خطوط الطلاء والتجفيف بالتشريب الأفقي من سلسلة YT دمج العديد من الابتكارات التكنولوجية التي تم منحها بنجاح براءات الاختراع الوطنية. تم تطوير خطوط سلسلة YT من خلال التعلم المستمر من أقرانهم في الصناعة المحلية والدولية ودمج تقنيات المعالجة الأكثر تقدمًا، وتوفر مزايا رائعة في كفاءة الطاقة وكفاءة الإنتاج ومستوى الأتمتة — الصفات التي اكتسبت اعترافًا ثابتًا من العملاء في كل من الأسواق المحلية والدولية.
بفضل الخبرة العميقة في هندسة كل من أنظمة معالجة التشريب والطلاء، فإن Yitong Environmental Technology في وضع جيد لتقديم المشورة بشأن نوع الخط الصحيح لمتطلبات الإنتاج المحددة ولتوفير حلول خطوط كاملة ومثبتة - بدءًا من خطوط التشريب أحادية المرحلة للتطبيقات القياسية وحتى الأنظمة الهجينة المتطورة ذات المرحلتين لتلبية احتياجات تصنيع المنتجات المتخصصة الأكثر تطلبًا.
اتصل بنا
المنتجات الموصى بها
دعنا نتواصل
Yitong Environmental Technology (Nantong) Co., Ltd هي شركة متخصصة في معدات التشريب.
رسالة صغيرة


واتساب


اتصل بنا
الهاتف: 13073202297 / 13023568111
البريد الإلكتروني : [email protected] / [email protected]
إضافة:رقم 369، طريق نانهاي، خليج تونغتشو، جيانغسو، الصين
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى