محتوى
الغرض الأساسي من استخدام خط التشريب هو تشبع الركيزة — عادةً الورق أو القماش أو الألياف الزجاجية أو المواد غير المنسوجة — بمادة صمغية سائلة أو مادة لاصقة أو مركب كيميائي ، ثم قم بمعالجة هذا الطلاء أو تجفيفه في ظل ظروف خاضعة للرقابة لإنتاج مادة مركبة وظيفية معززة. والنتيجة هي منتج نهائي ذو قوة ميكانيكية محسنة بشكل كبير، أو مقاومة للرطوبة، أو عزل كهربائي، أو مثبطات اللهب، أو خصائص تشطيب السطح التي لا يمكن للمادة الأساسية غير المطلية تحقيقها بمفردها. خطوط التشريب هي العمود الفقري لعمليات التصنيع للشرائح الزخرفية، ولوحات الدوائر، ومواد الاحتكاك، ووسائط الترشيح، والألواح المركبة، ومجموعة واسعة من الركائز الصناعية.
خط التشريب هو نظام إنتاج مضمن ومستمر يغذي الركيزة الخام من خلال سلسلة من مراحل المعالجة - عادة غمر الراتنج أو تطبيق الطلاء، والضغط أو القياس المتحكم فيه، وفرن التجفيف أو المعالجة - لإنتاج مادة مشربة بشكل موحد بجودة وإنتاجية متسقة.
تدخل الركيزة الخط من حامل الفك، وتمر عبر منطقة التشريب حيث يخترق الراتينج السائل هيكل المادة، ويتم قياسها إلى محتوى راتينج محدد (يتم التعبير عنه عادةً كنسبة مئوية من إجمالي الوزن الجاف)، ثم تنتقل عبر نفق تجفيف يتم التحكم فيه بدقة حيث تتبخر المذيبات ويشفى الراتينج جزئيًا أو كليًا. تخرج المادة النهائية على هيئة ورق مُجهز مسبقًا، أو ورق مشرب، أو قماش مطلي، أو صفائح نصف نهائية جاهزة للمرحلة التالية من الإنتاج.
تم تصميم خطوط التشريب الحديثة من أجل إنتاجية عالية، تحكم محكم في محتوى الراتينج، توزيع موحد للطلاء، وتجفيف موفر للطاقة — وكلها تحدد بشكل مباشر جودة واتساق المنتج النهائي.

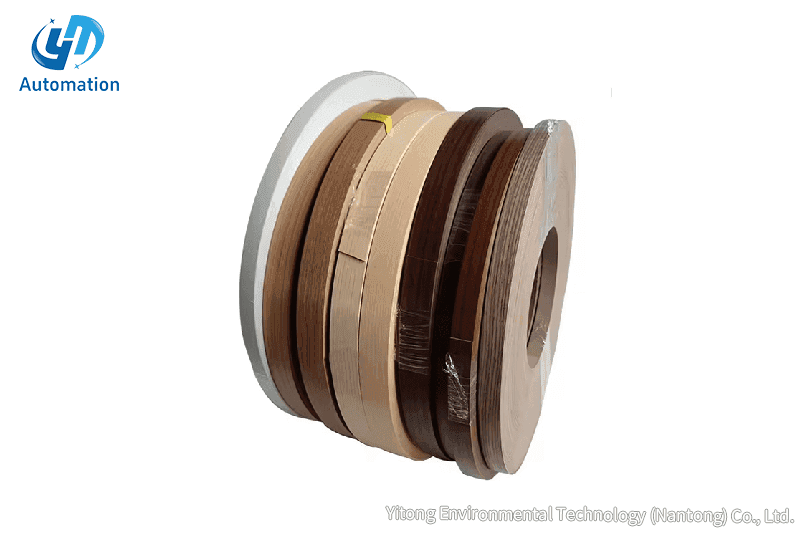
في صناعة الأثاث والأرضيات، تُستخدم خطوط التشريب لتشبع أوراق الديكور وأوراق التراكب براتنجات الميلامين فورمالدهايد (MF) أو اليوريا فورمالدهايد (UF). يتم بعد ذلك ضغط الأوراق المشربة تحت الحرارة على ألواح خشبية (MDF، الحبيبي، الخشب الرقائقي) لإنشاء أسطح صفائحية متينة ومقاومة للخدش موجودة في خزائن المطبخ، والأرضيات، وأثاث المكاتب، وألواح الجدران.
يتم التحكم بإحكام في محتوى الراتنج في تشريب الورق الزخرفي - عادةً ما يتراوح بين 120% و180% من وزن الورق الجاف - لأن نقص التشريب يؤدي إلى التصفيح وعيوب السطح، في حين أن الإفراط في التشريب يسبب ضغطًا مفرطًا للراتنج أثناء الضغط، مما يؤدي إلى رفض الجودة والهدر.
في صناعة الإلكترونيات، يتم تشريب الأقمشة المنسوجة من الألياف الزجاجية براتنج الإيبوكسي لإنتاج التقوية المسبقة (الألياف المركبة المشربة مسبقًا)، والتي يتم بعد ذلك تكديسها وضغطها لتصنيع الطبقات العازلة من لوحات الدوائر المطبوعة متعددة الطبقات. يجب أن يحقق خط التشريب التوحيد الدقيق لمحتوى الراتنج عبر عرض الويب الكامل — يمكن أن تؤدي الاختلافات التي تزيد عن ±2% في محتوى الراتينج عبر العرض إلى حدوث تدفق تفاضلي أثناء الضغط، مما يؤدي إلى انحراف سمك اللوحة ومشاكل في الأداء الكهربائي.
يتم تشريب أوراق ترشيح الهواء والسائل بالراتنجات الفينولية أو مواد رابطة الأكريليت لتحسين قوتها الرطبة وصلابتها ومقاومتها للمواد الكيميائية. بدون التشريب، قد تنهار أوراق الترشيح أو تتشوه تحت ضغط التشغيل أو عند تعرضها للسوائل. يضمن خط التشريب توزيع المادة الرابطة بالتساوي عبر المقطع العرضي الكامل للنسيج غير المنسوج، وليس فقط على السطح - وهو تمييز بالغ الأهمية للأداء.
يتم تشريب ركائز الألياف المنسوجة أو غير المنسوجة لتيل فرامل السيارات وواجهات القابض ومكونات الاحتكاك الصناعي بتركيبات راتينج الفينول على خطوط التشريب. يوفر الراتينج المصفوفة التي تربط جزيئات معدل الاحتكاك، وتتحكم في مقاومة الحرارة، وتعطي المكون سلامته الهيكلية تحت الضغط الحراري والميكانيكي العالي. يجب أن تتعامل خطوط تشريب المواد الاحتكاكية مع أنظمة الراتنجات عالية اللزوجة مع الحفاظ على عمق اختراق موحد.
يتم تشريب ألياف الكربون وألياف الأراميد وأقمشة الألياف الزجاجية بأنظمة راتنجات الإيبوكسي أو البيسمالميد أو اللدائن الحرارية على خطوط تشريب متخصصة لإنشاء مواد تحضير مسبقة هيكلية لصناعة الطيران والسيارات والسلع الرياضية وتصنيع شفرات توربينات الرياح. تتطلب هذه التطبيقات التحكم الأكثر صرامة في محتوى الراتينج ومعايير التوحيد لأي عملية تشريب، حيث تم تصميم المكونات المركبة الهيكلية لأجزاء دقيقة من حجم الألياف.
يتم تشريب دعامات الورق والقماش المستخدمة في ورق الصنفرة والمنتجات الكاشطة المطلية بالراتنج لتحسين قوة الشد ومقاومتها للتمزق أثناء الاستخدام. دعم مشربة بشكل صحيح يمكن أن يزيد من قوة الشد للورق بمقدار 3-5 مرات مقارنة بالركيزة غير المعالجة، مما يتيح معدلات إزالة أعلى للمواد وعمرًا أطول للكشط.
إن فهم ما يحدث في كل مرحلة من مراحل خط التشريب يوضح سبب أهمية كل عنصر لإنتاج مادة مشربة متسقة وعالية الجودة.
| المرحلة | الغرض | متغير التحكم الرئيسي |
|---|---|---|
| الاسترخاء والتحكم في التوتر | تغذية الركيزة دون تشويه | توتر الويب (N/m) |
| حمام الراتنج / رأس الطلاء | تشبع الركيزة مع الراتنج | لزوجة الراتنج، زمن الغمر |
| رولات القياس | ضبط مستوى محتوى الراتنج النهائي | ضغط ارتشف، فجوة لفة |
| فرن تجفيف متعدد المناطق | تتبخر المذيبات، علاج مسبق | ملف درجة الحرارة، تدفق الهواء، وقت السكون |
| منطقة التبريد | تثبيت المواد قبل اللف | درجة حرارة الخروج |
| الترجيع / القطع / المكدس | تنسيق المنتج للاستخدام النهائي | لفة التوتر، وقطع دقة الطول |
تتطلب متطلبات الإنتاج المختلفة وأنواع الركيزة تكوينات مختلفة لخط التشريب. يؤثر اختيار نوع الخط بشكل مباشر على محتوى الراتينج الذي يمكن تحقيقه، والتوحيد، وسرعة الإنتاجية، ومجموعة الركائز والراتنجات التي يمكن معالجتها.
يقوم خط التشريب أحادي المرحلة بتمرير الركيزة من خلال حمام راتينج واحد وفرن تجفيف واحد في مسار واحد مستمر. يناسب هذا التكوين الركائز التي تتطلب محتوى راتينجًا معتدلًا — عادةً 80%-150% من الوزن الجاف للركيزة - ولأنظمة الراتينج المعتمدة على الماء أو منخفضة اللزوجة والمحمولة بالمذيبات. توفر الخطوط أحادية المرحلة استثمارًا أقل لرأس المال وبصمة عملية أبسط، مما يجعلها خيارًا شائعًا لتشريب الورق الزخرفي في إنتاج صفائح الأثاث.
يقوم خط من مرحلتين بتلقيح الركيزة في حمام راتنجي أول، وتجفيفها جزئيًا، ثم تمريرها عبر حمام راتينج ثاني وفرن تجفيف. يتيح هذا التكوين ارتفاع إجمالي محتوى الراتنج مما يمكن تحقيقه في تمريرة واحدة، واختراق أفضل للركائز الكثيفة، وطلاء على الوجهين بتركيبات راتنجية مختلفة، وتحكم أدق في توزيع الراتنج من خلال المقطع العرضي للركيزة. تُستخدم الخطوط ذات المرحلتين بشكل شائع في التقوية المسبقة للألياف الزجاجية، والأقمشة غير المنسوجة السميكة، وأوراق التراكب ذات المحتوى العالي من الراتينج.
في خط التشريب العمودي، تنتقل الركيزة عموديًا عبر حمام الراتنج وقسم التجفيف بدلاً من التحرك أفقيًا. هذا التكوين مناسب بشكل خاص ل ركائز خفيفة الوزن وحساسة من شأنه أن يتدلى أو يتشوه إذا تم دعمه أفقيًا تحت وطأة طبقة الراتنج الرطبة. توفر الخطوط العمودية أيضًا مساحة أصغر للآلة للمنشآت ذات المساحة الأرضية المحدودة. يتم استخدامها على نطاق واسع لأوراق تراكب الأنسجة وأوراق الزينة خفيفة الوزن.
الخطوط الأفقية هي التكوين الأكثر شيوعًا للركائز المتوسطة والثقيلة الوزن. تنتقل الركيزة أفقيًا عبر حمام الراتنج وفرن النفق المدعوم ببكرات مدفوعة. يمكن تصميم الخطوط الأفقية لأطوال فرن طويلة جدًا - من 30 إلى 80 مترًا أو أكثر - لتحقيق وقت التجفيف والمعالجة اللازم بسرعات إنتاجية عالية. تم تصميم خطوط التشريب الأفقية الحديثة بتدوير الهواء الساخن متعدد المناطق، وأنظمة التحكم الدقيقة في درجة الحرارة، وأنظمة استرداد الحرارة عالية الكفاءة لتقليل استهلاك الطاقة.
يركز العديد من المستخدمين على منطقة التشريب عند تقييم قدرة الخط، ولكن فرن التجفيف والمعالجة له نفس القدر من الأهمية بالنسبة لجودة المنتج النهائي. يجب أن ينجز قسم التجفيف عدة أشياء في وقت واحد:
يوفر الاستثمار في خط تشريب عالي الجودة ومصمم خصيصًا لهذا الغرض فوائد عملية ومنتج قابلة للقياس مقارنة بطرق التشريب الدفعي أو تقنية الخط المستمر الأقدم.
| المعلمة | دفعة التشريب | خط التشريب المستمر الحديث |
|---|---|---|
| توحيد محتوى الراتنج | ±10%-15% الاختلاف | ±2%-3% الاختلاف |
| سرعة الإنتاجية | منخفض (محدود بحجم الدفعة) | 10-80 م/دقيقة متواصلة |
| كفاءة الطاقة | منخفضة (دورات التسخين/التبريد) | عالية (أنظمة استعادة الحرارة) |
| متطلبات العمل | عالية (التعامل اليدوي) | منخفض (أنظمة التحكم الآلي) |
| معدل الخلل | أعلى (اختلاف العملية اليدوية) | أقل (المعلمات التي تسيطر عليها PLC) |
| إمكانية التتبع | من الصعب تحقيقه | تسجيل بيانات العملية الكاملة لكل لفة |
يسمح خط التشريب المصمم جيدًا للمشغلين بالتحكم الدقيق في جميع معلمات الجودة التي تحدد إمكانية استخدام المنتج المشرب في المعالجة النهائية. تشمل هذه المعلمات:
لا تقتصر تكنولوجيا التشريب المستمر على قطاع صناعي واحد. تعتمد الصناعات التالية جميعها على خطوط التشريب كعملية إنتاج أساسية:
ويهيمن على اقتصاديات التشغيل لخط التشريب استهلاك الطاقة (بشكل أساسي في فرن التجفيف) واليد العاملة. وقد أدى التقدم في هندسة خطوط التشريب على مدى العقد الماضي إلى تحسينات كبيرة في كلا المجالين.
تشتمل أفران خط التشريب الحديثة على أنظمة استرداد الحرارة التي تلتقط حرارة الهواء العادم وتستخدمها لتسخين الهواء النقي الوارد مسبقًا. هذا النهج يمكن أن يقلل استهلاك طاقة الفرن بنسبة 20%-40% مقارنة بالتصاميم غير القابلة للاسترداد. تسمح المحركات ذات التردد المتغير على مراوح التدوير ومراوح العادم بمطابقة تدفق الهواء مع متطلبات العملية الفعلية بدلاً من التشغيل بكامل طاقته بشكل مستمر.
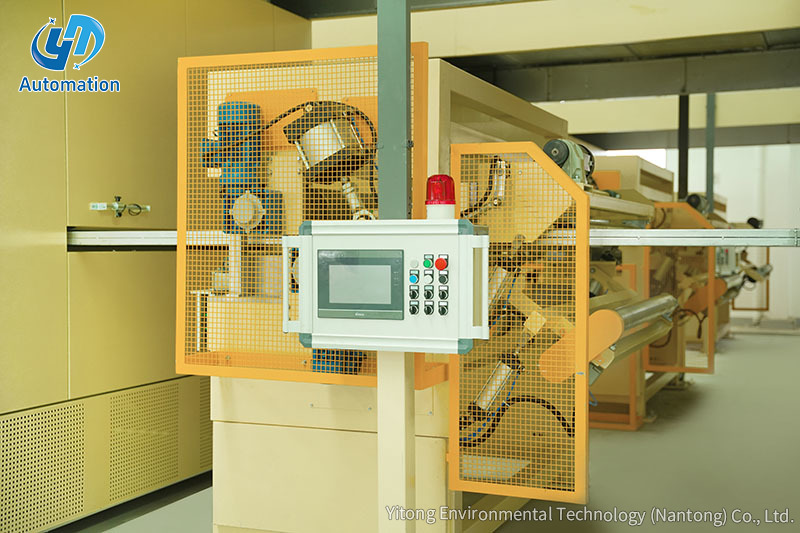
تستخدم خطوط التشريب المؤتمتة بالكامل وحدات تحكم منطقية قابلة للبرمجة (PLCs) وواجهات شاشة اللمس HMI لإدارة جميع متغيرات العملية - سرعة الخط، ومستوى حمام الراتنج والتحكم في اللزوجة، وقياس ضغط اللفة، ودرجات حرارة الفرن لكل منطقة، والتوتر عبر مسار الويب، وعزم دوران اللفاف. يمكن تخزين وصفات العمليات الخاصة بمنتجات مختلفة واسترجاعها باستخدام أمر مشغل واحد، مما يقلل من وقت الإعداد ويقلل من مخاطر أخطاء المعلمات عند التبديل بين أنواع المنتجات.
تعمل خطوط التشريب المتقدمة على دمج أنظمة القياس عبر الإنترنت - بما في ذلك أجهزة استشعار الأشعة تحت الحمراء القريبة (NIR) لقياس محتوى الراتنج والرطوبة، وكاميرات فحص الويب لاكتشاف عيوب السطح، وأجهزة قياس الوزن الأساسية - لتوفير تعليقات في الوقت الفعلي لنظام التحكم. تتيح هذه الأنظمة التحكم في الحلقة المغلقة يقوم تلقائيًا بضبط معلمات الخط للحفاظ على محتوى الراتنج المستهدف في حدود ±1%-2% دون الحاجة إلى تدخل المشغل لكل لفة.
يتطلب اختيار التكوين الصحيح لخط التشريب فهمًا واضحًا للركيزة ونظام الراتينج ومواصفات الجودة المستهدفة ومتطلبات حجم الإنتاج. ينبغي تقييم العوامل التالية:
Yitong Environmental Technology (Nantong) Co., Ltd. هي شركة متخصصة في تصميم وإنتاج طلاء التشريب ومعدات التجفيف . تغطي مجموعة منتجاتنا خطوط التشريب والتجفيف ذات المرحلة الواحدة، وخطوط الطلاء والتجفيف بالشرب على مرحلتين، وخطوط اللصق والتجفيف العمودية، وخطوط الطلاء والتجفيف بالتشريب الأفقي من سلسلة YT - وهو خط إنتاج يتضمن ابتكارات تكنولوجية متعددة محمية ببراءات الاختراع الوطنية.
بناءً على أساس التعلم من أقرانهم في الصناعة المحلية والدولية، تعمل Yitong باستمرار على تطوير قدراتها الهندسية لتقديم خطوط التشريب مع مزايا توفير الطاقة، والكفاءة العالية، ودرجة عالية من الأتمتة . تحظى معداتنا بثقة العملاء في الأسواق المحلية والدولية في مجالات الأثاث والأرضيات والإلكترونيات والترشيح والمواد المركبة. سواء كنت تحتاج إلى نظام بسيط أحادي المرحلة أو خط معقد من مرحلتين مع مراقبة متكاملة للجودة عبر الإنترنت، توفر Yitong الخبرة الهندسية وجودة التصنيع لتتناسب مع متطلبات الإنتاج الخاصة بك.
يطبق الطلاء طبقة من المادة على سطح الركيزة، بينما يؤدي التشريب إلى تشبع الركيزة بحيث يخترق الراتينج سمكها. وينتج عن التشريب الحقيقي منتج يتم فيه توزيع الراتينج في جميع أنحاء المقطع العرضي للركيزة، وليس فقط على السطح. من الناحية العملية، تؤدي العديد من خطوط التشريب كلتا الوظيفتين — التشريب العميق للهيكل الأساسي مع طبقة طلاء سطحية يمكن التحكم فيها.
تشمل أنواع الراتنجات المعالجة على نطاق واسع الميلامين فورمالدهايد (MF)، واليوريا فورمالدهايد (UF)، والفينول فورمالدهايد (PF)، والإيبوكسي، والأكريليك، والبولي يوريثين (PU)، وراتنجات البوليستر. يتم تحديد اختيار الراتينج من خلال التطبيق - MF للشرائح المزخرفة، وPF للشرائح الصناعية ووسائط الترشيح، والإيبوكسي لمركبات PCB المسبقة، والأكريليك أو PU للأوراق والأقمشة المطلية المتخصصة.
تتمثل الطريقة التقليدية في جمع عينة من خط التشغيل، ووزنها، وتجفيفها في فرن عند درجة حرارة 150 درجة مئوية إلى 160 درجة مئوية لفترة زمنية محددة، وحساب محتوى الراتنج حسب فرق الوزن. على الخطوط الحديثة، تقوم مستشعرات NIR عبر الإنترنت بقياس المحتوى المتطاير وتوزيع الراتنج عبر عرض الويب بشكل مستمر، وتغذية هذه البيانات مرة أخرى إلى نظام التحكم لإجراء تعديلات في الوقت الفعلي على سرعة الخط وقياس ضغط اللفة.
نعم، مع التصميم المناسب. تستخدم خطوط التشريب متعددة المنتجات أنظمة لفات قياس قابلة للتعديل، ومحركات متغيرة السرعة في جميع الأنحاء، وإدارة وصفة PLC للتبديل بين مواصفات المنتج المختلفة بأقل وقت للتغيير. تعد إجراءات تغيير حمام الراتنج، وبروتوكولات التنظيف، وإعادة تشكيل درجة حرارة الفرن، خطوات التغيير الرئيسية عند التبديل بين أنظمة الراتنج المختلفة بشكل أساسي.
تشير المرحلة B إلى حالة المعالجة المتوسطة للراتنج المتصلد بالحرارة. بعد المرور عبر فرن التجفيف بخط التشريب، يتم تجفيف الراتينج الموجود في الركيزة ويتم معالجته جزئيًا - وهو صلب وغير لزج في درجة حرارة الغرفة، ولكنه يحتفظ بالقدرة على الذوبان والتدفق مرة أخرى عند تعرضه للحرارة والضغط في مكبس التصفيح. يعد تحقيق المستوى الصحيح للمرحلة B إحدى الوظائف الأكثر أهمية لقسم فرن خط التشريب لأنه يحدد سلوك تدفق الراتينج أثناء الضغط النهائي للصفائح وفي النهاية جودة السطح الرقائقي النهائي.
اتصل بنا
المنتجات الموصى بها
دعنا نتواصل
Yitong Environmental Technology (Nantong) Co., Ltd هي شركة متخصصة في معدات التشريب.
رسالة صغيرة


واتساب


اتصل بنا
الهاتف: 13073202297 / 13023568111
البريد الإلكتروني : [email protected] / [email protected]
إضافة:رقم 369، طريق نانهاي، خليج تونغتشو، جيانغسو، الصين
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى