محتوى
A آلة الطلاء الثانوية عبارة عن قطعة متخصصة من المعدات الصناعية المستخدمة في عملية تصنيع كابلات الألياف الضوئية لتطبيق طبقة بوليمر واقية - تُعرف بالطلاء الثانوي أو الأنبوب السائب - فوق الألياف الضوئية أو أشرطة الألياف. تحمي هذه الطبقة الألياف الزجاجية الحساسة من الإجهاد الميكانيكي والرطوبة والأضرار البيئية مما يجعلها واحدة من أهم المراحل في إنتاج كابلات الألياف الضوئية الموثوقة. باختصار، تقوم آلة الطلاء الثانوية بتحويل الألياف العارية الهشة إلى مكونات كبلات متينة وقابلة للنشر وجاهزة لمزيد من التغليف والتركيب.
بالإضافة إلى الحماية البسيطة، تتحكم عملية الطلاء الثانوي بدقة في قطر الأنبوب العازل، وسمك الجدار، وكثافة ملء الجل - وكلها تؤثر بشكل مباشر على أداء النقل البصري للكابل ومتانته على المدى الطويل في هذا المجال.
في خط تصنيع كابلات الألياف الضوئية النموذجي، تخضع الألياف الضوئية العارية أولاً للطلاء الأولي (طلاء الأكريليت المطبق مباشرة على الزجاج) ثم تدخل مرحلة الطلاء الثانوي. تقوم آلة الطلاء الثانوية ببثق مادة لدنة بالحرارة - الأكثر شيوعًا PBT (البولي بيوتيلين تيريفثاليت)، PP (البولي بروبيلين)، أو HDPE (البولي إيثيلين عالي الكثافة) - حول واحد أو أكثر من الألياف لتشكيل أنبوب عازل.
تتضمن هذه العملية عادةً ثلاث عمليات متزامنة:
والنتيجة هي مخزن مؤقت ذو أنبوب فضفاض - وهو لبنة البناء الأساسية المستخدمة في تصميمات كابلات الألياف الشريطية المجدولة والمشقوقة والمنتشرة في شبكات الاتصالات في جميع أنحاء العالم.
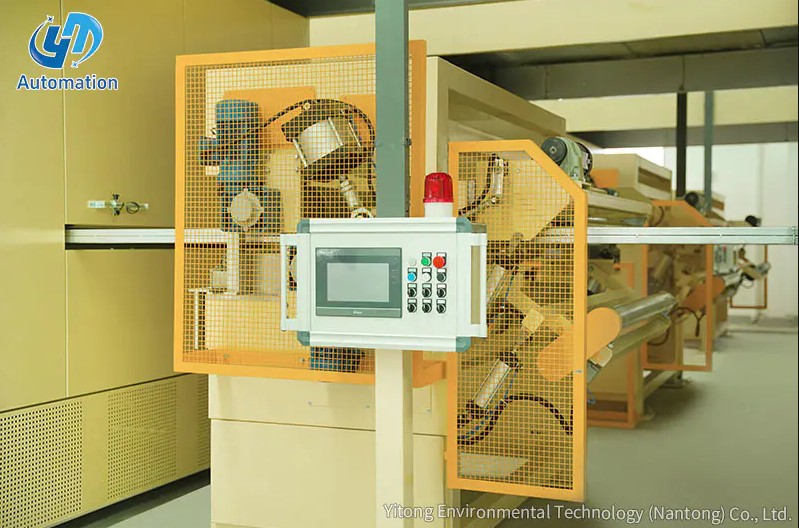
تعتبر السلامة الهيكلية لآلة الطلاء الثانوية أمرًا أساسيًا للتصنيع الدقيق. يتم تصنيع إطار الماكينة عادةً باستخدام لحام الألواح الفولاذية A3 عالي التوتر مع معالجة الفولاذ الهيكلي (النوع الفولاذي). ، مما يضمن بقاء المنصة بأكملها صلبة وخالية من الاهتزازات حتى أثناء التشغيل المستمر عالي السرعة.
يوفر الفولاذ A3 (أي ما يعادل Q235 في المعايير الصينية) قابلية لحام ممتازة، وقوة شد معتدلة (عادةً 370-500 ميجا باسكال)، وليونة جيدة - مما يجعله مادة أساسية مثالية لإطارات الآلات الصناعية الثقيلة. يقاوم الإطار الملحوم والمُشكَّل آليًا التشوه المرن والحراري، وهو أمر بالغ الأهمية للحفاظ على تفاوتات المحاذاة التي تصل إلى ± 0.01 مم عبر قالب البثق ونظام حوض التبريد.
يستوعب تصميم الإطار القوي أيضًا وزن واهتزاز:

إحدى الخصائص الهيكلية المحددة لآلة الطلاء الثانوية هي تكوين الطلاء المزدوج الطبقة. في الإعداد القياسي، يتم وضع طلاء الوجه في الجزء الأمامي من الماكينة، ويتم وضع الطلاء السفلي في الخلف. يضمن هذا الترتيب أن يتم تطبيق الطلاء بتسلسل دقيق من الطبقات مما يؤدي إلى بناء جدار الأنبوب العازل بالتساوي وبدون تصفيح.
يشكل طلاء الوجه السطح الداخلي للأنبوب العازل الذي يتصل بالألياف الضوئية أو مركب تعبئة الهلام. يجب أن تكون هذه الطبقة خاملة كيميائيًا لجل الحشو المتغير الانسيابية ويجب ألا تسبب إجهاد الانحناء الدقيق على الألياف. تُستخدم مواد مثل PBT بشكل شائع هنا نظرًا لانخفاض معدل الانكماش واستقرار الأبعاد الممتاز - يُظهر PBT عادةً انكماشًا خطيًا أقل من 0.5% بعد التبريد، وهو أمر ضروري للحفاظ على طول الألياف الزائد المطلوب (EFL) داخل الأنبوب.
يشكل الطلاء السفلي الجدار الواقي الخارجي للأنبوب العازل ويوفر الخصائص الميكانيكية اللازمة لتجديل الكابلات وتركيبها. قد تستخدم هذه الطبقة نفس المادة البلاستيكية الحرارية أو مادة متوافقة معها ويجب أن ترتبط بسلاسة مع طلاء الوجه. يتم التحكم بدقة في سمك جدار الطبقة السفلية - عادةً ما يتراوح بين 0.3 مم و0.9 مم - اعتمادًا على مواصفات تصميم الكابل وبيئة النشر المقصودة (على سبيل المثال، التثبيت الجوي أو الدفن المباشر أو تركيب مجاري الهواء).
يسمح الترتيب من الأمام إلى الخلف لطبقتي الطلاء هاتين بضبط كل رأس طارد بشكل فردي من حيث درجة الحرارة وضغط الذوبان وإنتاجية المواد، مما يمنح الشركات المصنعة تحكمًا دقيقًا في هندسة الأنبوب والأداء الميكانيكي.
يتكون خط الطلاء الثانوي الكامل من أنظمة فرعية متكاملة متعددة. يساعد فهم كل مكون الشركات المصنعة على تحسين كفاءة الإنتاج وجودة المنتج.
| مكون | وظيفة | المعلمة الرئيسية |
|---|---|---|
| وحدة سداد الألياف | يزود الألياف الفردية تحت توتر متحكم فيه | التوتر: 30-80 جم لكل ألياف |
| الطارد (معطف الوجه) | يذوب ويسلم مادة الأنبوب الداخلي | درجة حرارة البرميل: 200-280 درجة مئوية |
| الطارد (الطبقة السفلية) | يذوب ويسلم مادة جدار الأنبوب الخارجي | سرعة المسمار: 10-120 دورة في الدقيقة |
| نظام تعبئة الجل | يحقن مركب مانع للماء في قلب الأنبوب | معدل التعبئة: متزامن مع سرعة الخط |
| قذف يموت الرأس | يشكل المادة المنصهرة حول الألياف على شكل أنبوب | تحمل OD: ±0.02 مم |
| حوض التبريد | يصلب الأنبوب المبثوق عن طريق تبريد الماء المتحكم فيه | درجة حرارة الماء: 15-40 درجة مئوية (تتحكم فيها المنطقة) |
| كابستان / السحب | يسحب الأنبوب بسرعة ثابتة للتحكم في الأبعاد | سرعة الخط: تصل إلى 300 م/دقيقة |
| مقياس قياس OD | مراقبة قطر الأنبوب غير المتصل في الوقت الحقيقي | الدقة: ± 0.001 ملم |
| وحدة الالتقاط/اللف | أنهت الرياح الأنابيب السائبة على مكبات للتخزين | سعة البكرة: 2-25 كم |
تدمج الآلات الحديثة أيضًا أ نظام التحكم القائم على PLC الذي ينسق جميع الأنظمة الفرعية في الوقت الفعلي، مما يتيح ردود فعل الحلقة المغلقة بين قراءات مقياس OD وسرعة برغي الطارد أو سرعة الكابستان للحفاظ على تفاوتات الأبعاد تلقائيًا طوال فترة الإنتاج.
تختلف آلات الطلاء الثانوية بشكل كبير في القدرة اعتمادًا على التطبيق المقصود وحجم الإنتاج. فيما يلي المعلمات الفنية التمثيلية للآلات ذات السعة المتوسطة والعالية المستخدمة في محطات كابلات الألياف الضوئية التجارية:
عادةً ما يتم ضبط طول الألياف الزائد (EFL) داخل الأنبوب — وهو معلمة مهمة تحدد مدى جودة تعامل الكبل مع حمل الشد دون إجهاد الألياف — بين 0.2% و 0.5% ، ويتم التحكم فيه من خلال نسبة سرعة مردود الألياف إلى سرعة خط الكابستان.
تتطلب تصميمات الكابلات المختلفة تكوينات مختلفة لآلة الطلاء الثانوية. الأنواع الثلاثة الأساسية هي:
تنتج أنبوبًا عازلًا واحدًا في كل مرة، وهي مناسبة لعمليات الإنتاج الأصغر أو أنواع الكابلات المتخصصة. تعتبر هذه الآلات أسهل في التشغيل والصيانة، حيث تتراوح تكاليف الاستثمار عادةً من 80,000 دولار إلى 200,000 دولار أمريكي للخط الكامل.
قادرة على إنتاج أنابيب متعددة في وقت واحد بالتوازي، مما يزيد بشكل كبير من الإنتاجية. غالبًا ما يعتمد مصنعو الكابلات ذات الحجم الكبير، الذين ينشرون ملايين الكيلومترات من الألياف سنويًا، على خطوط متعددة الأنابيب لتحقيق أهداف الإنتاج دون زيادة المساحة الأرضية أو العمالة بشكل متناسب.
مصممة خصيصًا لتغطية أكوام ألياف الشريط المسطحة (4 أو 8 أو 12 شريطًا من الألياف) بدلاً من الألياف الفردية السائبة. تم تعديل رأس القالب ونظام التبريد لاستيعاب الشكل المسطح للشريط، ويعد التحكم في EFL أمرًا بالغ الأهمية بشكل خاص لتجنب انبعاج الشريط أو إجهاد الألياف داخل الأنبوب.
يساعد فهم عملية الإنتاج المشغلين على استكشاف مشكلات الجودة وإصلاحها وتحسين إعدادات الماكينة. فيما يلي التسلسل القياسي لتشغيل الطلاء الثانوي النموذجي:
يتم قياس الجودة في الطلاء الثانوي وفقًا لمعايير الأبعاد ومعايير الأداء البصري. تتضمن معلمات الجودة الرئيسية القطر الخارجي (OD)، والقطر الداخلي (ID)، وسمك الجدار الغريب، ومستوى تعبئة الجل، وEFL. ويجب أن تتوافق هذه المعايير مع المعايير الدولية مثل IEC 60794-1 وITU-T G.652 للكابل النهائي.
تشمل عيوب الجودة الشائعة وأسبابها الجذرية ما يلي:
يتم أخذ عينات من الأنابيب النهائية بانتظام لقوة الشد (يتم اختبارها عادةً عند 100 نيوتن/100 مم كحد أدنى)، ومقاومة السحق، والتحقق من التوهين البصري عند أطوال موجية 1310 نانومتر و1550 نانومتر.
ماكينات الطلاء الثانوية لا غنى عنها في إنتاج جميع أنواع كابلات الألياف الضوئية المستخدمة في البنية التحتية الحديثة للاتصالات. تشمل مجالات التطبيق الرئيسية ما يلي:
تستمر عمليات نشر كابلات الألياف الضوئية العالمية في التوسع بسرعة، مدفوعة بطرح شبكات الجيل الخامس (5G)، وإنشاء مراكز البيانات واسعة النطاق، ومبادرات النطاق العريض الوطنية. يتوقع محللو الصناعة أن يتجاوز سوق كابلات الألياف الضوئية العالمي 20 مليار دولار أمريكي بحلول عام 2027 ، مما يؤدي بشكل مباشر إلى زيادة الطلب المستمر على معدات الطلاء الثانوية المتقدمة القادرة على إنتاجية عالية وجودة ثابتة.
تضمن الصيانة المناسبة لآلة الطلاء الثانوية جودة المنتج المتسقة وتزيد من وقت تشغيل الماكينة. تشمل ممارسات الصيانة الرئيسية ما يلي:
يجب على المشغلين أيضًا إجراء تدقيق كامل للعملية كلما تغيرت كميات المواد الخام، حيث أنه حتى الاختلافات الطفيفة في لزوجة حبيبات PBT (MFI - مؤشر تدفق الذوبان) يمكن أن تتطلب تعديلات على ملفات تعريف درجة الحرارة وسرعة المسمار للحفاظ على استقرار أبعاد الأنبوب.
اتصل بنا
المنتجات الموصى بها
دعنا نتواصل
Yitong Environmental Technology (Nantong) Co., Ltd هي شركة متخصصة في معدات التشريب.
رسالة صغيرة


واتساب


اتصل بنا
الهاتف: 13073202297 / 13023568111
البريد الإلكتروني : [email protected] / [email protected]
إضافة:رقم 369، طريق نانهاي، خليج تونغتشو، جيانغسو، الصين
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى