محتوى
ان نظام خلط الغراء الذكي عبارة عن منصة آلية تقوم بقياس ومزج وتسليم خلائط الراتنج المصممة بدقة إلى محطات متعددة على خط إنتاج التشريب أو الطلاء - في الوقت الفعلي، دون تدخل يدوي. بدلاً من الاعتماد على المشغلين لوزن وخلط الراتينج الخام والمصلبات والمحفزات والمواد المضافة الأخرى يدويًا، يستخدم النظام أجهزة استشعار ومقاييس تدفق ووحدات تحكم قابلة للبرمجة وحلقات تغذية مرتدة لإنتاج الغراء بالنسبة الدقيقة التي يتطلبها كل قسم من الخط، سواء كان ذلك خزان التشريب، أو آلة الرش، أو محطة الطلاء الثانوية.
والنتيجة هي عملية تصنيع أكثر اتساقًا وأكثر كفاءة في استخدام المواد وأقل اعتمادًا بشكل كبير على مهارات المشغل الفردية. يتم تقليل الاختلاف من دفعة إلى دفعة - وهي إحدى مشكلات الجودة الأكثر استمرارًا في الإنتاج القائم على الراتنج - بشكل كبير لأن كل قرار خلط يخضع لوصفات مبرمجة مسبقًا وردود فعل مستشعر الحلقة المغلقة بدلاً من الحكم البشري.
تشرح هذه المقالة كيفية هيكلة أنظمة خلط الغراء الذكية، وكيف تتفاعل أنظمتها الفرعية الأساسية، وما هي البيانات التي تجمعها وتتصرف بناءً عليها، ولماذا تمثل ترقية تشغيلية ذات معنى عبر أساليب الخلط اليدوية أو شبه التلقائية.
إن نظام خلط الغراء الذكي ليس آلة واحدة، بل هو عبارة عن شبكة متكاملة من الأنظمة الفرعية للأجهزة والبرامج التي تعمل بالتنسيق. يساعد فهم البنية في توضيح كيفية تنفيذ الذكاء فعليًا في الممارسة العملية.
يبدأ النظام بصهاريج أو أوعية تخزين مخصصة لكل مادة خام: الراتنج الأساسي، والمصلب، والمحفز، وعامل الإطلاق، وعامل الترطيب، وأي إضافات أخرى خاصة بعملية الإنتاج. تكون هذه الخزانات عادة مصنوعة من الفولاذ المقاوم للصدأ أو البولي إيثيلين عالي الكثافة (HDPE) لمقاومة التآكل الكيميائي، وهي مجهزة بأجهزة استشعار للمستوى تبلغ بشكل مستمر عن حالة التعبئة إلى وحدة التحكم المركزية. تمنع الإنذارات ذات المستوى المنخفض النظام من محاولة الخلط مع المكونات المستنفدة، الأمر الذي قد يؤدي بخلاف ذلك إلى وصول نسب غير صحيحة إلى خط الإنتاج دون اكتشافها.
يتم تغذية كل خزان في خط قياس وتوصيل مخصص، لذلك لا يوجد خطر التلوث المتبادل بين المكونات قبل نقطة الخلط الخاضعة للتحكم. يتم تطبيق عناصر التحكم في درجة الحرارة - عادةً سترات التسخين أو المبادلات الحرارية المضمنة - على الخزانات التي تحتوي على راتنجات حساسة للزوجة والتي يجب الحفاظ عليها أعلى من الحد الأدنى لدرجة الحرارة للتدفق والقياس بشكل صحيح.
هذا هو القلب التقني للنظام. يتم تجهيز كل خط مكون بجهاز قياس دقيق - عادةً ما يكون مقياس التدفق الكتلي (نوع كوريوليس) أو مقياس التدفق الحجمي (نوع الترس أو الترس البيضاوي) - الذي يقيس مقدار كل مكون يتم تسليمه إلى غرفة الخلط في أي لحظة معينة. تتواصل هذه العدادات مع PLC المركزي (وحدة التحكم المنطقية القابلة للبرمجة) بمعدلات تحديث تتراوح من 10 إلى 100 مرة في الثانية، مما يمنح وحدة التحكم رؤية مستمرة للتدفق الفعلي مقابل التدفق المستهدف.
تعد أجهزة قياس تدفق الكتلة كوريوليس الخيار المفضل في الأنظمة عالية الدقة لأنها تقيس الكتلة مباشرة، ولا تتأثر بتغيرات درجة الحرارة أو الضغط التي من شأنها أن تؤدي إلى أخطاء في القياسات الحجمية. في التثبيت النموذجي، يتم الحفاظ على دقة القياس عند ±0.5% أو أفضل، وهو ما يترجم مباشرة إلى نسب ثابتة من الراتنج إلى مادة التقسية وسلوك معالجة يمكن التنبؤ به في المنتج النهائي.
يتم تشغيل المضخات المتناسبة - غالبًا ما تكون مضخات تروس أو مضخات تمعجية اعتمادًا على لزوجة السائل وكشطه - بواسطة محركات متغيرة التردد (VFDs) تعمل على ضبط سرعة المضخة في الوقت الفعلي بناءً على ردود فعل مقياس التدفق. إذا اكتشف المقياس أن أحد المكونات يتدفق بشكل أسرع أو أبطأ مما تتطلبه الوصفة، فإن VFD يصحح سرعة المضخة خلال أجزاء من الثانية.
بمجرد أن تتقارب تيارات المكونات المتناسبة بشكل صحيح، فإنها تدخل غرفة الخلط المصممة لإنتاج مزيج متجانس قبل تسليم الغراء إلى محطة الإنتاج. تختلف تقنية الخلط حسب كيمياء الراتنج وحجم الإنتاج:
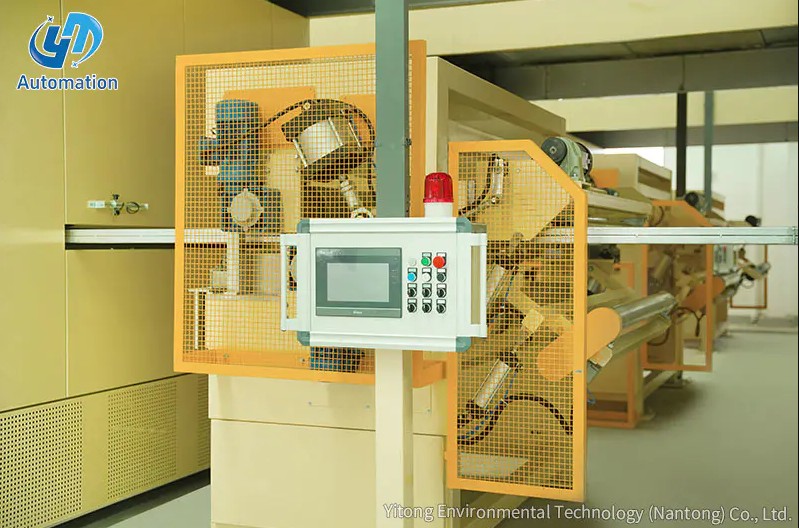
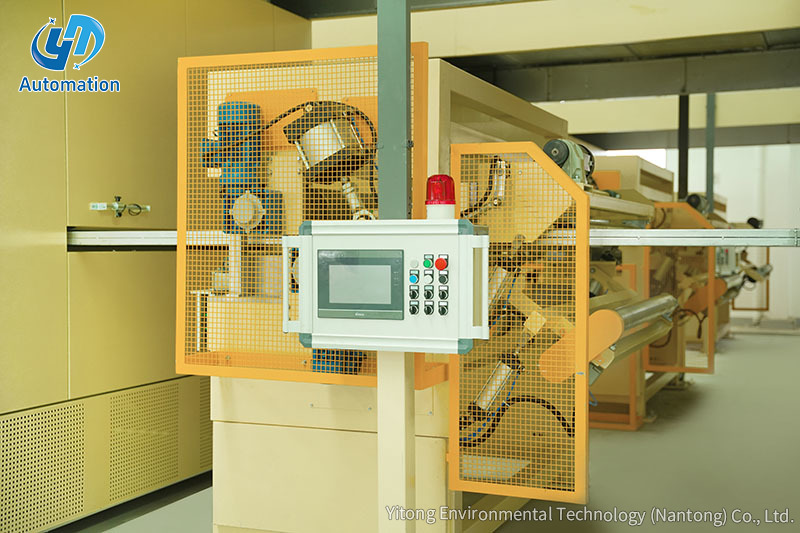
يتم تنسيق جميع الأنظمة الفرعية - صهاريج التخزين، والعدادات، والمضخات، والخلاطات، وأجهزة التحكم في درجة الحرارة، وصمامات التوزيع - بواسطة PLC مركزي ينفذ وصفات الخلط ويستجيب لتعليقات المستشعر في الوقت الفعلي. يتفاعل المشغلون مع النظام من خلال لوحة تعمل باللمس HMI (واجهة الإنسان والآلة)، حيث يمكنهم:
تعمل التركيبات الأكثر تقدمًا على توصيل PLC بنظام SCADA (التحكم الإشرافي والحصول على البيانات) على مستوى المصنع أو MES (نظام تنفيذ التصنيع)، مما يسمح بتجميع بيانات الإنتاج وتوجيهها والتصرف بناءً عليها على مستوى إدارة المصنع.

إحدى السمات المميزة لنظام خلط الغراء الذكي في خط التشريب والطلاء هي قدرته على توفير تركيبات مختلفة لمحطات إنتاج مختلفة في نفس الوقت. وهذا أكثر تعقيدًا مما قد يبدو في البداية، لأن كل من محطة التشريب، وآلة الرش، وآلة الطلاء الثانوية لها متطلبات مختلفة.
| محطة الإنتاج | محتوى صلب من الراتنج النموذجي | الإضافات الرئيسية | نطاق اللزوجة |
|---|---|---|---|
| محطة التشريب | 45-65% | عوامل الترطيب والملدنات | منخفض (50-200 مللي باسكال · ثانية) |
| ماكينة رش | 30-50% | عوامل الافراج، الماء المخفف | منخفض جدًا (20–80 مللي باسكال · ثانية) |
| آلة الطلاء الثانوية | 55-75% | المقسى، ومعدلات التدفق | متوسط (200–600 مللي باسكال · ثانية) |
ولخدمة هذه المحطات في وقت واحد دون التلوث المتبادل أو انحراف النسبة، يستخدم النظام شبكة من دوائر التوزيع التي يتم التحكم فيها بشكل مستقل - واحدة لكل محطة. تحتوي كل دائرة على نقطة ضبط خاصة بها مخزنة في قاعدة بيانات الوصفات، وأجهزة قياس التدفق وصمامات التحكم الخاصة بها، وحلقة التغذية الراجعة الخاصة بها. يدير PLC المركزي جميع الدوائر بالتوازي، ويوازن بشكل مستمر طلب كل محطة مقابل العرض المتاح من رأس الخلط.
عندما يتم تقديم منتج جديد أو تتغير ظروف العملية - على سبيل المثال، عندما تزيد سرعة الخط وتحتاج محطة التشريب إلى مزيد من تدفق الغراء - يقوم النظام بإعادة حساب جميع معدلات التسليم تلقائيًا ويضبط سرعات المضخة ومواضع الصمامات في غضون ثوانٍ، دون مطالبة المشغل بالتدخل أو إجراء حسابات جديدة يدويًا.
"الذكاء" في نظام خلط الغراء الذكي مستمد إلى حد كبير من شبكة أجهزة الاستشعار الخاصة به وخوارزميات التحكم في الحلقة المغلقة التي تعمل على بيانات الاستشعار. وبدون التغذية الراجعة المستمرة، لن يكون النظام أكثر ذكاءً من مضخة بسيطة يتم التحكم فيها بمؤقت، إذ سيوزع المكونات بمعدل ثابت بغض النظر عما إذا كان الناتج الفعلي يطابق التركيبة المستهدفة.
توفر أجهزة قياس التدفق الموجودة على كل خط مكون قياسًا مستمرًا لمعدلات التسليم الفعلية. يقوم PLC بمقارنة هذه النسب بالنسب المستهدفة المخزنة في الوصفة ويحسب إشارة الخطأ. إذا تجاوز الخطأ حدًا محددًا للتسامح — عادةً ±1–2% من نقطة الضبط — تقوم وحدة التحكم بإخراج إشارة تصحيح إلى محرك المضخة ذي الصلة. تعمل حلقة التحكم PID (المشتق المتناسب والتكاملي) بشكل مستمر طوال فترة الإنتاج، للتعويض عن:
في الأنظمة المتقدمة، يتم تركيب أجهزة قياس اللزوجة المضمنة في خط إخراج الخلط لقياس اللزوجة الفعلية للغراء المخلوط قبل وصوله إلى محطة الإنتاج. اللزوجة هي واحدة من أكثر العوامل الموثوقة للتركيبة الصحيحة - إذا كانت نسبة الراتنج إلى المادة المقسية أو مستوى التخفيف خاطئة، فسوف تنحرف اللزوجة عن الهدف. يسمح قياس اللزوجة المضمنة للنظام باكتشاف أخطاء الصياغة التي قد لا تكون واضحة من بيانات مقياس التدفق وحدها ، خاصة في الأنظمة المعقدة متعددة المكونات حيث يكون للأخطاء الصغيرة في النسبة في مكون واحد تأثير كبير على سلوك الخليط النهائي.
يتم وضع أجهزة استشعار درجة الحرارة (عادةً موازين الحرارة المقاومة PT100) في خزانات المواد الخام وخطوط الإمداد وغرفة الخلط. نظرًا لأن لزوجة الراتنج تتغير بشكل كبير مع درجة الحرارة - يمكن أن تؤدي زيادة درجة الحرارة بمقدار 10 درجات مئوية إلى تقليل اللزوجة بنسبة 30-50% في بعض أنظمة اليوريا فورمالدهايد أو الميلامين فورمالدهيد - تستخدم وحدة التحكم قراءات درجة الحرارة لتطبيق عوامل تصحيح اللزوجة على خوارزمية التحكم في التدفق، أو لتنشيط عناصر التسخين/التبريد لإعادة المادة إلى نطاق درجة الحرارة المستهدف.
تقوم أجهزة استشعار المستوى بالموجات فوق الصوتية أو القائمة على الضغط في كل خزان للمواد الخام بتغذية بيانات المخزون المستمر لنظام التحكم. يستخدم النظام هذه البيانات من أجل:
على مستوى البرمجيات، يتم التعبير عن ذكاء النظام من خلال قدرته على إدارة الوصفات. الوصفة في هذا السياق هي مواصفات كاملة لتركيبة الغراء - فهي لا تحدد فقط نسبة كل مكون، ولكن أيضًا اللزوجة المستهدفة، ونطاق التسامح المقبول حول تلك اللزوجة، ونطاق درجة الحرارة المستهدفة للخلط، ومعدل تدفق الإخراج لكل محطة، وأي تعليمات خلط أو تسلسل خاصة.
قواعد البيانات وصفة في الحديثة أنظمة الخلط الذكية تخزين عادة العشرات إلى المئات من الصيغ الفردية ، والتي تغطي كل نوع المنتج والركيزة وحالة العملية التي من المتوقع أن يتعامل معها خط الإنتاج. يتطلب التبديل بين الوصفات بضع نقرات فقط على شاشة اللمس HMI - ثم تقوم وحدة التحكم تلقائيًا بضبط جميع سرعات المضخة، ومواضع الصمامات، ونقاط ضبط درجة الحرارة، وعتبات المراقبة لتتناسب مع الصيغة الجديدة.
تحتوي الوصفة المصممة جيدًا عادةً على الحقول التالية:
نظرًا لأن التركيبات غير الصحيحة يمكن أن تسبب عيوبًا كبيرة في المنتج - ضعف الالتصاق، أو المعالجة غير الكاملة، أو التصفيح، أو عيوب السطح - تشتمل أنظمة إدارة الوصفات على عناصر تحكم في الوصول قائمة على الأدوار. قد يُسمح لمشغلي الإنتاج باختيار الوصفات وتشغيلها ولكن لا يجوز لهم تعديلها. يمكن للمهندسين أو مديري الجودة المعتمدين فقط إنشاء معلمات الوصفة أو تغييرها، ويتم تسجيل جميع التغييرات باستخدام طابع زمني وهوية المستخدم لأغراض التتبع.
يتجاوز منطق التحكم في نظام خلط الغراء الذكي مجرد متابعة نقطة الضبط البسيطة. وهو يشتمل على اتخاذ القرار على أساس الحالة والذي يسمح للنظام بالتكيف مع أحداث الإنتاج دون تدخل المشغل.
في خطوط التشريب والطلاء، ترتبط كمية الغراء المطلوبة في كل محطة ارتباطًا مباشرًا بالسرعة التي تتحرك بها الركيزة عبر الخط. عندما تزيد سرعة الخط، يجب توصيل المزيد من الغراء لكل وحدة زمنية للحفاظ على وزن الالتقاط الصحيح أو وزن الطبقة. يتلقى نظام الخلط الذكي إشارة سرعة الخط المباشر من نظام التحكم في خط الإنتاج ويقوم تلقائيًا بقياس جميع معدلات توصيل المضخة بشكل متناسب. يمنع تعويض سرعة الحلقة المغلقة هذا تطبيق الغراء الزائد أو الزائد الذي قد يحدث أثناء التسارع أو التباطؤ أو تعديلات السرعة.
يقوم النظام بمراقبة حالات الخطأ بشكل مستمر وتنفيذ الاستجابات المبرمجة مسبقًا. تتضمن سيناريوهات الأخطاء الشائعة واستجاباتها الآلية ما يلي:
بالنسبة لأنظمة الراتنج المكونة من مكونين أو متعددة المكونات والتي تبدأ بالمعالجة فورًا بعد الخلط، تعد إدارة عمر الوعاء ميزة أتمتة مهمة. يتتبع النظام عمر كل دفعة مختلطة ويقارنها بمعلمة عمر الوعاء في الوصفة النشطة. إذا تجاوز الغراء المختلط مدة صلاحيته - وهي معلمة قد تكون قصيرة حتى 30-90 دقيقة بالنسبة لراتنجات الميلامين سريعة المعالجة في درجات حرارة مرتفعة — يبدأ النظام دورة تدفق تلقائية، ويتخلص من المواد القديمة، ويبدأ دفعة جديدة. وهذا يمنع تطبيق الغراء المعالج جزئيًا على الركيزة، مما قد يتسبب في فشل الالتصاق أو عيوب السطح التي قد لا يتم اكتشافها حتى يصل المنتج النهائي إلى فحص الجودة أو حتى العميل النهائي.
تولد أنظمة خلط الغراء الذكية الحديثة دفقًا مستمرًا من بيانات العملية التي يتم تخزينها في مؤرخ البيانات الداخلي أو تصديرها إلى قاعدة بيانات على مستوى المصنع. تخدم هذه البيانات أغراضًا متعددة خارج نطاق التحكم في الوقت الفعلي.
يتم تسجيل كل عملية إنتاج بسجل مختوم زمنيًا يتضمن اسم الوصفة وإصدارها، ومعدلات التدفق الفعلية التي تم تحقيقها لكل مكون، وقراءات اللزوجة الفعلية، وملف تعريف درجة الحرارة طوال التشغيل، وأي إنذارات تم تشغيلها وكيفية حلها، والحجم الإجمالي للغراء المختلط الذي يتم تسليمه إلى كل محطة. يقوم هذا السجل بإنشاء سجل تتبع كامل يربط كل لوحة أو لوح أو ركيزة مطلية بتركيبة الغراء الدقيقة التي تم إنتاجها بموجبها - وهي ضرورية لتحقيقات الجودة أو مطالبات الضمان أو الامتثال التنظيمي.
يمكن تغذية بيانات العملية المصدرة إلى برنامج SPC (التحكم في العمليات الإحصائية) لمراقبة قدرة العملية بمرور الوقت. ومن خلال تتبع مدى ثبات النظام في احتفاظه بالنسب المستهدفة واللزوجة عبر مئات عمليات الإنتاج، يمكن لمهندسي الجودة تحديد الانحراف التدريجي - الناتج عن تآكل المضخة، أو تغير معايرة المستشعر، أو تغيرات خصائص المواد الخام - قبل أن يترجم إلى عيوب يمكن اكتشافها في المنتج. أظهرت الدراسات التي أجريت على عمليات تشريب الراتنج أن تنفيذ الخلط الذكي مع مراقبة SPC يمكن أن يقلل من معدلات عيوب المنتج المرتبطة بالغراء بنسبة 40-70% مقارنة بعمليات الخلط اليدوية.
توفر بيانات القياس سجلاً دقيقًا للغاية عن كمية كل مادة خام تم استهلاكها أثناء كل عملية إنتاج. يتم إدخال هذه المعلومات مباشرةً في أنظمة إدارة المواد، مما يؤدي إلى تحسين دقة المخزون وتمكين جدولة إعادة الإمداد في الوقت المناسب. كما أنه يتيح التوزيع الدقيق للتكلفة حسب نوع المنتج - وهو أمر يصعب تحقيقه للغاية من خلال عمليات الخلط اليدوية حيث يتم تتبع أخطاء الوزن والنفايات بشكل سيئ.
يمكن لأنظمة الراتنج المسموح لها بالمعالجة داخل رأس الخلط أو خطوط الإمداد أو دائرة التوزيع أن تسبب انسدادات شديدة تتطلب استبدال المكونات المكلفة. تعالج أنظمة خلط الغراء الذكية هذه المشكلة من خلال تسلسلات التنظيف والتنظيف الآلية المضمنة في منطق التحكم.
يعمل تسلسل التنظيف النموذجي على النحو التالي:
يعمل التنظيف الآلي على إطالة عمر خدمة رؤوس الخلط وخطوط الإمداد بشكل كبير، ويزيل خطر تخطي المشغلين أو تقصير تسلسلات التنظيف تحت ضغط الإنتاج - وهو سبب شائع لفشل المعدات المبكر في الأنظمة المُدارة يدويًا.
تعتبر الفوائد العملية لأنظمة خلط الغراء الذكية مقارنة بالبدائل اليدوية أو شبه الأوتوماتيكية كبيرة وقابلة للقياس الكمي. فيما يلي مقارنة منظمة لأهم الاختلافات التشغيلية:
| المعلمة | الخلط اليدوي | شبه تلقائي | نظام ذكي |
|---|---|---|---|
| دقة النسبة | ±5–10% | ±2–5% | ±0.5–1% |
| اتساق الدفعة | تباين عالي | تباين معتدل | اتساق عالي جدًا |
| تبعية المشغل | عالية | متوسط | منخفض |
| النفايات المادية | عالية (over-mixing, spills) | معتدل | الحد الأدنى (الخلط حسب الطلب) |
| توريد محطات متعددة | يتطلب مشغلين متعددين | محدودة | متزامنة تماما |
| بيانات العملية / التتبع | السجلات الورقية فقط | السجلات الرقمية الجزئية | إمكانية التتبع الرقمي الكامل |
| الاستجابة لتغيرات سرعة الإنتاج | تأخير، دليل | شبه يدوي | تلقائي، في الوقت الحقيقي |
وبعيدًا عن أرقام الأداء، تعمل أنظمة الخلط الذكية أيضًا على تحسين سلامة العمال من خلال تقليل التعامل المباشر مع الراتنجات المركزة والمصلبات والمذيبات - وكلها تشكل مخاطر صحية من خلال ملامسة الجلد أو الاستنشاق. تعمل أنظمة التسليم الآلية على تقليل التعرض للمواد الكيميائية الخطرة إلى الحد الأدنى وتقليل عدد عمليات النقل اليدوية التي تؤدي إلى مخاطر الانسكاب.
ان نظام خلط الغراء الذكي يكون أكثر فعالية عندما يعمل كمكون متكامل في بنية التحكم الشاملة في خط الإنتاج، وليس كجزيرة مستقلة للأتمتة. يؤدي التكامل مع الأنظمة على مستوى الخط وعلى مستوى المصنع إلى فتح الإمكانات التي لا تستطيع الأنظمة المعزولة توفيرها.
يقوم نظام الخلط بتبادل الإشارات في الوقت الفعلي مع PLC الرئيسي لخط الإنتاج عبر بروتوكولات الاتصالات الصناعية مثل PROFIBUS أو PROFINET أو EtherNet/IP أو Modbus TCP. تشمل الإشارات الرئيسية المتبادلة ما يلي:
على مستوى إدارة المصنع، يمكن استهلاك بيانات العملية من نظام الخلط بواسطة نظام تنفيذ التصنيع (MES) لجدولة الإنتاج ومراقبة الجودة وتحليل OEE (الفعالية الإجمالية للمعدات). يمكن أن تتدفق بيانات استهلاك المواد إلى نظام تخطيط موارد المؤسسات (ERP) الخاص بالمصنع لتحديث سجلات المخزون تلقائيًا، وإطلاق أوامر الشراء للمواد الخام التي تقترب من الاستنفاد، وحساب تكاليف المواد الفعلية لكل أمر إنتاج.
ويعني هذا المستوى من التكامل أن نظام خلط الغراء الذكي لا يساهم فقط في جودة المنتج المادي، بل أيضًا في كفاءة وشفافية عملية الإنتاج بأكملها - مما يجعله مكونًا أساسيًا لبيئة المصنع الذكية بدلاً من كونه قطعة بسيطة من معدات المعالجة.
بالنسبة للنظام الذي يلعب مثل هذا الدور الحاسم في جودة الإنتاج، تعد الموثوقية وقابلية الصيانة أمرًا بالغ الأهمية. تم تصميم أنظمة خلط الغراء الذكية مع أخذ ذلك في الاعتبار من خلال العديد من الخيارات الهيكلية.
من خلال توجيه بيانات أداء المضخة بمرور الوقت، يمكن لنظام التحكم اكتشاف علامات التآكل المبكرة - والتي تظهر عادةً كزيادة تدريجية في خرج VFD المطلوب لتحقيق معدل تدفق معين. عندما تنخفض كفاءة المضخة عن الحد القابل للتكوين، يقوم النظام بإنشاء تحذير صيانة قبل أن تتعطل المضخة تمامًا، مما يسمح بالاستبدال المخطط له أثناء إيقاف التشغيل المجدول بدلاً من العطل غير المخطط له.
تشتمل التركيبات عالية التوفر على مضخات زائدة عن الحاجة لخطوط المكونات المهمة، مع إمكانية التبديل التلقائي عند اكتشاف الفشل. تشتمل بعض الأنظمة أيضًا على عدادات تدفق زائدة عن الحاجة مع منطق المقارنة المتقاطعة - إذا كان المقياسان الموجودان على نفس الخط يختلفان بأكثر من قيمة عتبة، فإن النظام يشير إلى خطأ في المستشعر بدلاً من الاستمرار في التحكم في القراءة الخاطئة المحتملة.
تتطلب أجهزة قياس التدفق ومقاييس اللزوجة معايرة دورية للحفاظ على الدقة. تقوم معظم التركيبات بجدولة معايرة مقياس التدفق الكامل كل 3-6 أشهر ، مع إجراء فحوصات التحقق المؤقتة - مقارنة الاستهلاك المقنن بتغييرات مستوى الخزان - أسبوعيًا. يمكن تكوين نظام التحكم لتنبيه المشغلين عند اقتراب مواعيد استحقاق المعايرة، مما يمنع التغاضي عن جداول المعايرة أثناء فترات الإنتاج المزدحمة.
ان intelligent glue mixing system earns the word "intelligent" through the combination of five capabilities that no simpler system can replicate simultaneously:
تعمل هذه الإمكانات معًا على تحويل عملية خلط الغراء من مهمة يدوية معرضة للأخطاء إلى عملية تصنيع يتم التحكم فيها بدقة ومراقبة مستمرة وموثقة بالكامل - وهي عملية تساهم بشكل مباشر في الجودة والاتساق والكفاءة في عملية إنتاج التشريب والطلاء بالكامل.
اتصل بنا
المنتجات الموصى بها
دعنا نتواصل
Yitong Environmental Technology (Nantong) Co., Ltd هي شركة متخصصة في معدات التشريب.
رسالة صغيرة


واتساب


اتصل بنا
الهاتف: 13073202297 / 13023568111
البريد الإلكتروني : [email protected] / [email protected]
إضافة:رقم 369، طريق نانهاي، خليج تونغتشو، جيانغسو، الصين
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى