محتوى
A مجفف للورق الزخرفي المشرب يخدم الغرض الحاسم ل إزالة المذيب الحامل من الورق المشبع بالراتنج وتطوير معالجة الراتنج إلى حالة المرحلة B الدقيقة (المعالجة الجزئية) اللازمة للتصفيح المصب. بعد مرور ورق الزخرفة أو التراكب عبر حمام الراتينج ولفائف الضغط على خط التشريب، فإنه يحمل الماء الزائد أو المذيب الذي يجب تبخيره، ويجب أن يكون الراتينج مرتبطًا جزئيًا - ليس رطبًا جدًا (مما يسبب الالتصاق والترابط غير الكامل) ولا معالجًا جدًا (مما يمنع التدفق المناسب والالتصاق أثناء الضغط الساخن). يتحكم المجفف في هاتين النتيجتين في وقت واحد عبر العرض الكامل لشبكة الورق، بسرعات إنتاج تصل إلى 80 إلى 200 متر في الدقيقة .
راتنجات الميلامين فورمالدهايد واليوريا فورمالدهايد المستخدمة في تشريب الورق الزخرفي هي محاليل مائية. بعد الطلاء، يحمل الورق 30 إلى 50% رطوبة متبقية (بالنسبة لوزن الورق) والتي يجب تقليلها إلى محتوى متطاير مستهدف - عادةً 5 إلى 8% لتطبيقات التصفيح القياسية. يعمل تدفق الهواء الساخن في المجفف على تبخير هذه المياه من سطحي الورق في وقت واحد. يتم التحكم في معدل إزالة الرطوبة من خلال درجة حرارة الهواء، وسرعة الهواء، وسرعة النسيج - وكلها يجب أن تكون متوازنة لتحقيق تبخر موحد دون حرق سطح الورق أو التسبب في انكماش غير متساوٍ.

مع تبخر الرطوبة، ترتفع درجة حرارة الراتينج وتبدأ تفاعلات الارتباط المتقاطع - مما يؤدي إلى تقدم الراتينج من المرحلة A السائلة إلى المرحلة B المعالجة جزئيًا. يكون راتينج المرحلة B جافًا عند اللمس، ويمكن التعامل معه، وقابل للقطع، ولكنه لا يزال يحتوي على مجموعات تفاعلية غير معالجة كافية للتدفق تحت الحرارة والضغط أثناء الضغط الساخن، والترابط بشكل دائم مع الركيزة (MDF، الحبيبي، أو الخشب الرقائقي). يجب أن يؤدي ملف درجة حرارة المجفف إلى دفع المعالجة إلى الدرجة الصحيحة - والتي يتم قياسها بالتفاعل أو "التدفق" - دون تجاوز الحد إلى حالة الشفاء التام (المرحلة C) حيث لا يمكن حدوث المزيد من الترابط.
تسمح أفران التجفيف متعددة المناطق بدرجات حرارة مختلفة في أقسام مختلفة من المجفف - منطقة ذات درجة حرارة أعلى لإزالة الرطوبة الأولية، ومنطقة درجة حرارة منخفضة يتم التحكم فيها لتقدم المعالجة النهائية - مما يمنح المشغلين تحكمًا دقيقًا في حالة المرحلة B النهائية للورق.
يجب أن يقوم المجفف بنقل شبكة الورق الهشة والمشبعة بالراتنج عبر الفرن بتوتر ثابت دون كسرها أو تجعدها. تحافظ أنظمة التحكم في التوتر - المنسقة بين محركات الدخول والخروج - على شد الويب ضمن نطاق تسامح محكم في جميع أنحاء منطقة التجفيف. يتم استخدام مجففات تعويم الهواء (التي تدعم الشبكة على وسائد من الهواء الساخن دون ملامسة) للأوراق الرقيقة التي لا يمكنها تحمل ملامسة الأسطوانة أثناء المرحلة الرطبة والمبتذلة قبل الوصول إلى المرحلة B الكاملة.
الغلاف الخارجي لمجفف الورق المشرب مصنوع من لوحة فولاذية عالية الشد وقسم فولاذي هيكلي ، مما يوفر الصلابة للحفاظ على ثبات الأبعاد عبر طول الفرن الكامل - والذي قد يمتد 15 إلى 40 مترا لخطوط الإنتاج التي تعمل بسرعات عالية. الغلاف الفولاذي مبطن بالصوف المعدني أو أي عزل حراري آخر لتقليل فقدان الحرارة والحفاظ على تجانس درجة حرارة الفرن. يتم لحام مجاري الهواء والقنوات الداخلية منها صفائح الفولاذ المجلفنة (سمك 2 مم عادةً) لمقاومة المزيج المسبب للتآكل من الحرارة والرطوبة وأبخرة الفورمالديهايد الموجودة داخل الفرن أثناء التشغيل.
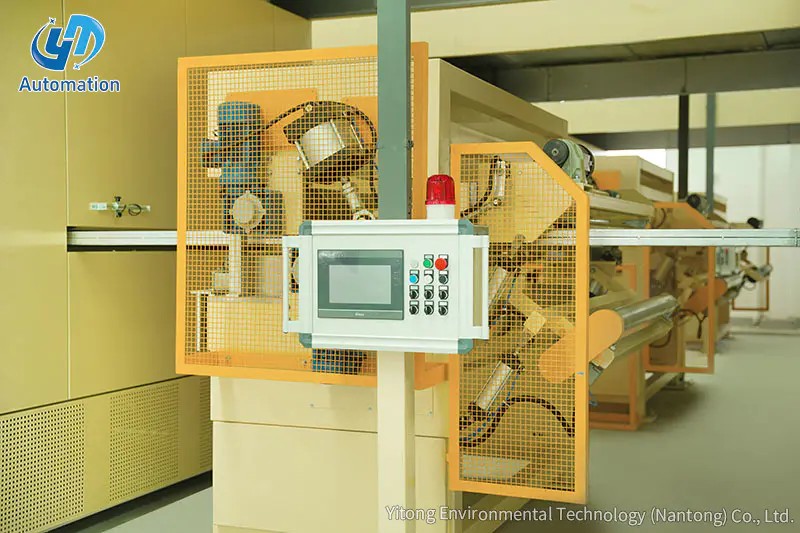
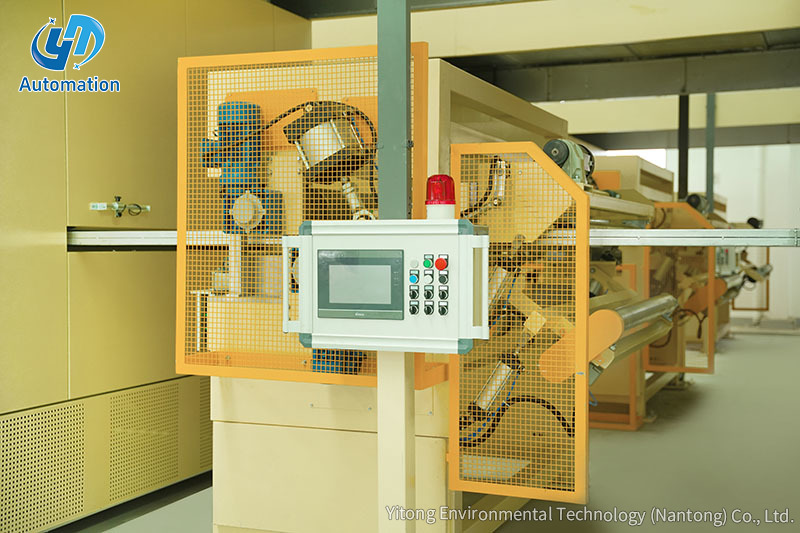
إعادة تدوير الهواء الساخن هو وسيلة نقل الحرارة الأساسية. محرك حراري - يُصنف عادةً بـ 7.5 كيلووات أو أعلى، تعمل عند 1450 دورة في الدقيقة - يقوم بتشغيل مراوح الطرد المركزي التي تقوم بتدوير الهواء الساخن عبر الفرن بسرعة يمكن التحكم فيها. تقوم المروحة بسحب الهواء من خلال مبادل حراري (البخار، أو الزيت الحراري، أو الغاز اعتمادًا على البنية التحتية للمحطة)، وتسخينه إلى درجة الحرارة المستهدفة، وتوجيهه من خلال صفائف الفوهات أعلى وأسفل شبكة الورق. يمر الهواء العائد مرة أخرى عبر المبادل الحراري لإعادة التسخين، مع استنفاد نسبة خاضعة للتحكم لإزالة الرطوبة المتبخرة وأبخرة الفورمالديهايد.
إن حجم الهواء الذي يتم توصيله إلى شبكة الورق ليس ثابتًا - بل يتم ضبطه أثناء بدء التشغيل والتشغيل ليناسب درجة الورق وسرعة الخط ونوع الراتنج الذي تتم معالجته. زيادة تدريجية في حجم الهواء أثناء بدء التشغيل أمر ضروري: إن إدخال شريط ورق جديد عبر الفرن تحت تدفق هواء كامل قد يؤدي إلى كسر الشبكة من الهواء المضطرب قبل أن يتم تثبيت التوتر بالكامل. تسمح أدوات التحكم في محرك التردد المتغير (VFD) الموجودة في محركات المروحة بزيادة تدفق الهواء بشكل سلس ومتحكم فيه من الحد الأدنى إلى مستوى الإنتاج مع استقرار شبكة الورق.
تقوم المجففات الحديثة بتقسيم الفرن إلى مناطق درجة حرارة يتم التحكم فيها بشكل مستقل - عادةً 3 إلى 6 مناطق من الدخول إلى الخروج. تتم مراقبة درجة الحرارة في كل منطقة بواسطة أجهزة استشعار مزدوجة حرارية ويتم التحكم فيها بواسطة مشغلات تعمل بنظام PLC على صمامات إمداد الحرارة. يسمح التحكم النطاقي هذا للمشغلين بتحسين ملف تعريف درجة الحرارة لأوزان الورق المختلفة، وتركيزات الراتنج، وسرعات الخطوط - مما يحقق جودة متسقة للمرحلة B في جميع ظروف الإنتاج.
| معلمة الجودة | النطاق المستهدف النموذجي | تأثير الانحراف |
|---|---|---|
| المحتوى المتطاير (VC) | 5-8% (نموذجي) | عالية جدًا: ظهور تقرحات في الصحافة؛ منخفض جدًا: التدفق الضعيف، التصفيح |
| التفاعل (التدفق) | لكل مواصفات المنتج | الإفراط في الشفاء: لا الترابط. ناقص المعالجة: عصر، تلوث |
| التوحيد عبر الاتجاه | تباين VC أقل من 1% | الضغط غير المتساوي، اختلاف اللون، عيوب السطح |
| حالة سطح الورق | لا الحارقة أو العلامات | عيوب سطحية مرئية في الصفائح النهائية |
اتصل بنا
المنتجات الموصى بها
دعنا نتواصل
Yitong Environmental Technology (Nantong) Co., Ltd هي شركة متخصصة في معدات التشريب.
رسالة صغيرة


واتساب


اتصل بنا
الهاتف: 13073202297 / 13023568111
البريد الإلكتروني : [email protected] / [email protected]
إضافة:رقم 369، طريق نانهاي، خليج تونغتشو، جيانغسو، الصين
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى